
In addition, ready-made manual valve holders are available for sale.
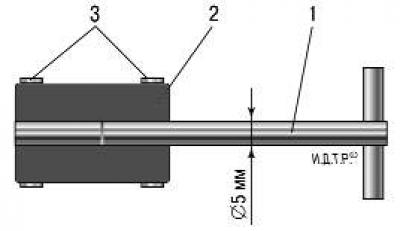
Fig. 5.11. Valve grinding device: 1 – metal rod; 2 – rubber hose; 3 – screw clamp
If there are no ready-made devices, you can use a device made according to the drawing (Fig. 5.11).
Instead of a rubber hose and clamps, you can weld a tip to the rod of the device, in the side wall of which a through threaded hole is made, into which a bolt is screwed to fix the valve rod.
In addition, you will need: lapping paste, kerosene, a weak spring, the outer diameter of which passes into the valve seat hole.
1. Clean the valve from carbon deposits.

2. Apply a continuous thin layer of lapping paste to the valve chamfer.
3. Place the pre-selected spring on the valve stem and insert the valve into the guide bushing from the combustion chamber side, lubricating the valve stem with a layer of graphite grease.
Note: Graphite grease prevents the abrasive from the lapping paste from getting into the guide bushing holes and makes it easier to rotate the valve during lapping.
4. Place a valve lapping tool (or, with some tension, a rubber tube to connect the valve to a reversible drill) on the valve stem.
5. Turning the drill on at minimum speed (in reverse mode) or rotating the device (in the case of manual lapping) alternately in both directions by half a turn, lap the valve, periodically pressing it against the seat, then loosening the pressing force.

Note: If you don't have any device, you can grind the valve using an eraser, pressing and turning the valve with it. Release the valve by pressing on the end of its stem with your other hand.

6. Grind the valve until a matte-gray continuous single-color belt at least 1.5 mm wide appears on its chamfer; after grinding, a matte belt at least 1.5 mm wide should also appear on the valve seat.

7. After grinding, carefully wipe the valve and seat with a clean cloth and rinse to remove any remaining grinding paste. Check the valve for leaks by installing it in the head with springs and crackers. Then lay the head on its side and pour kerosene into the channel that is closed by the valve. If kerosene does not leak into the combustion chamber within 3 minutes, the valve is sealed.
(This publication was borrowed from the website: «www.fordbook.ru»)