Funkcje urządzenia
Tłok jest odlewany ze stopu aluminium. Dno tłoka jest płaskie, z wgłębieniami na płytki zaworowe (oprócz GLA). Tłoki o wymiarach nominalnych, podobnie jak cylindry, dzielą się na cztery grupy w odstępie 0,01 mm. Grupy te wyróżnia oznaczenie na denka tłoka. Podczas naprawy silnika konieczne jest zmierzenie cylindrów i tłoków, a jeśli szczelina przekracza 0,15 mm. dopasować tłoki do cylindrów, zapewniając wymagany luz podczas łączenia. W zależności od średnicy otworu w piastach na sworzeń tłokowy, tłoki są podzielone na cztery grupy przez 0,003 mm. Sworznie tłokowe są stalowe, polerowane, wciśnięte w górną głowicę korbowodów i obracają się swobodnie w piastach tłoka. Długość sworznia tłokowego do silników GMA, GPA i GLA: 63,00-63,80 mm; dla innych silników; 66,20-67,00 mm Średnica i oznaczenie sworzni tłokowych są takie same. a także otwory w piastach tłoków.
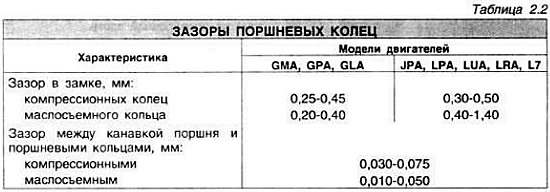
Na każdym tłoku są zainstalowane trzy pierścienie - dwa kompresyjne i jeden zgarniacz oleju. Podczas montażu pierścienia zgarniacza oleju rozłóż zamki jego elementów o 120°. szczelina w zamku dolnego pierścienia zgarniacza oleju powinna znajdować się pod kątem 90°. a górna kompresja - pod kątem 150°w stosunku do zamka pierścienia zgarniającego olej.
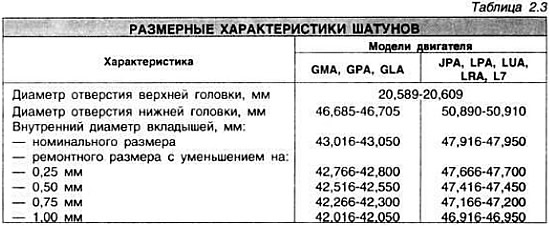
Korbowody - stalowe, kute, dwuteowe. Tuleja jest wciskana w górną głowicę korbowodu, a cienkościenne wkładki są instalowane w dolnej głowicy podczas montażu.
Demontaż i montaż korbowodu i grupy tłoków
Sworzeń tłokowy jest usuwany za pomocą prasy i trzpienia. Przed montażem sprawdź wygięcie i skręcenie korbowodu na płytce testowej.
UWAGA: Podczas montażu upewnij się, że strzałka na tłoku jest skierowana w tym samym kierunku, co otwór olejowy i znak «F» na korbowodzie (Ryż. 2.34).

Zamontować tłok na narzędziu (Ryż. 2.35), strzałka od urządzenia.

Nasmaruj oba otwory sworznia tłokowego olejem silnikowym i włóż prowadnicę sworznia do otworu narzędzia. Włóż sworzeń tłoka do piasty tłoka do jego wewnętrznego końca. Zainstaluj szablon z etykietą w uchwycie «Essex». Podgrzać górną głowicę korbowodu do temperatury 260-400°C. Kontroluj temperaturę za pomocą termochromowego ołówka. Szybko włóż korbowód do tłoka i dociśnij go do ramienia trzpienia prowadzącego. Wciśnij sworzeń tłoka tak daleko, jak to możliwe. Pozwól zmontowanemu urządzeniu ostygnąć przed wyjęciem go z urządzenia. Niemożliwa jest zmiana położenia sworznia tłokowego po ostygnięciu korbowodu ze względu na znaczną ingerencję.
Komentarze gości