Асаблівасці прылады
Поршань адліты пад ціскам з алюмініевага сплава. Дно поршня плоскае, з паглыбленнямі пад талеркі клапанаў (акрамя GLA). Гэтак жа, як і цыліндры, поршні намінальнага памеру разбітыя на чатыры групы з інтэрвалам 0.01 мм Гэтыя групы адрозніваюцца па маркіроўцы нанесенай на дно поршня. Пры рамонце рухавіка неабходна вымераць цыліндры і поршні, і калі зазор перавышае 0,15 мм. падабраць поршні да цыліндраў, забяспечыўшы патрабаваны зазор у спалучэнні. Па дыяметры адтуліны ў бабышках пад поршневай палец поршні падпадзяляюцца на чатыры групы праз 0,003 мм. Поршневыя пальцы сталёвыя, шліфаваныя запрасаваныя ў верхнюю галоўку шатуноў і свабодна круцяцца ў бабышках поршняў. Даўжыня поршневых пальцаў для рухавікоў мадэляў GMA, GPA і GLA: 63,00-63,80 мм; для астатніх рухавікоў; 66,20-67,00 мм Дыяметр і маркіроўка поршневых пальцаў - тыя ж.
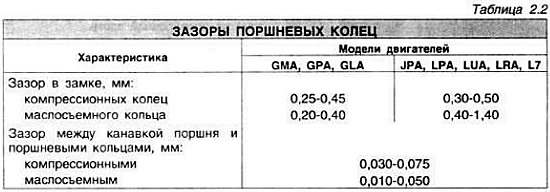
На кожны поршань устаноўлена тры кольцы - два компрессіонные і адно маслосъемное. Пры ўсталёўцы маслосъемного кольцы разводзіць замкі яго элементаў праз 120 °. зазор у замку ніжняга маслосъемного кольцы размяшчаць пад кутом 90°. а верхняга компрессіонные - пад кутом 150°па адносінах да замка маслосъемного кольцы.
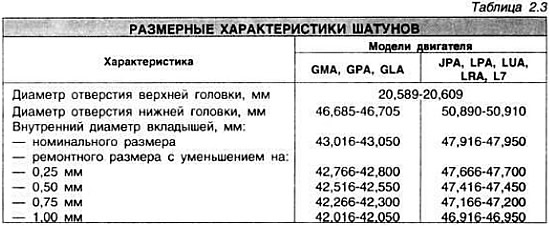
Шатуны - сталёвыя, каваныя, двутаврового сячэння. У верхнюю галоўку шатуна запрасаваная ўтулка, а ў ніжнюю ўсталёўваюцца пры зборцы танкасценныя ўкладышы.
Разборка і зборка шатунна-поршневай групы
Поршневай палец выдаляецца з дапамогай прэса і апраўкі. Перад зборкай неабходна праверыць выгін і скручванне шатуна на праверачнай пліце.
УВАГА: Пры зборцы сачыць за тым, каб стрэлка на поршні была накіравана ў той жа бок, што і змазачную адтуліну і пазнака «F» на шатуне (мал. 2.34).

Устанавіць поршань на прыстасаванне (мал. 2.35), стрэлкай ад прыстасавання.

Вышмараваць маторным алеем абодва адтуліны ў бабышках поршня пад поршневай палец і ўставіць накіроўвалую апраўку пальца ў адтуліну прынады. Завесці поршневай палец у бобышку поршня да яе ўнутранага тарца. Устанавіць у прынаду шаблон з пазнакай «Essex». Нагрэць верхнюю галоўку шатуна да тэмпературы 260-400 °С. Кантраляваць тэмпературу з дапамогай термохромового алоўка. Хутка завесці шатун у поршань і прыціснуць яго да заплечыка накіроўвалай апраўкі. Запрасаваць поршневай палец да ўпора. Даць астыць сабранаму вузлу, перш чым здымаць яго з прыстасаванні. Змяніць становішча поршневага пальца пасля астуджэння шатуна немагчыма з прычыны значнага нацягу.
Каментары наведвальнікаў