Informații generale
Datorită diferențelor de design, repararea elementelor din plastic implică diferite metode de reparare:
- Pansament termoplastic
- Sudarea plasticului (PC, PP/EPDM etc.)
- Lipirea plastică (toate piesele din plastic)
- Laminare din plastic (numai elemente GRP cu rășină poliesterică)
La efectuarea reparațiilor, caracteristicile plasticului sunt de mare importanță. Se pot distinge două grupe principale:
- termoplastice (plastomeri sau termoplastice)
- duroplastie (plastic termorigid)
Termoplastice (plastomeri)
- Căldura face ca materialele termoplastice să treacă de la o stare solidă la o stare termoelastică și apoi la o stare termoplastică.
- După răcirea materialelor termoplastice, acestea revin la starea solidă.
Duroplastie
Duroplasticele sunt mult mai grele și mai casante decât termoplasticele.
- Când sunt încălzite, puterea lor rămâne în mare parte neschimbată.
- Când temperatura critică este depășită, duroplasticele sunt distruse.
- Răcirea nu le va readuce la starea inițială.
Materiale plastice folosite de Ford
| Abreviere | Nume |
| ABS. | Acrilonitril butadien stiren (polimer) |
| PA | Poliamidă |
| PC | Policarbonat |
| PP | Polipropilenă |
| PP/EPDM | Cauciuc polipropilenă/etilen propilenă |
| PC/PBT | Policarbonat/tereftalat de polibutilenă |
| PBT/PC | Tereftalat de polibutilenă / policarbonat |
| PUR | Poliuretan |
| GF | ranforsat cu fibra de sticla |
Identificare plastică
Dacă plasticul nu are nici un marcaj, tipul acestuia poate fi determinat folosind două procedee/tehnici diferite:
- inspectie vizuala
- Verificare mecanică
Identificarea tipului de plastic este necesară pentru a efectua sudarea plasticului pentru a determina utilizarea corectă a electrodului de sudare adecvat.
Inspectie vizuala
Inspecțiile vizuale servesc în principal la identificarea materialelor PUR și GRP. Elemente termoplastice (de exemplu barele de protecție) adesea pătate și de aceea identificarea lor este dificilă.
Caracteristici de identificare:
- PUR: Dacă se formează fisuri sau apar daune similare, porii vizibili în spumă.
- GRP: structură din fibră de sticlă recunoscută pe interior.
Verificare mecanică
- Gradul de duritate; cu cât tonul este mai mare, cu atât plasticul este mai dur.
- Elasticitate (elasticitate); cu cât tonul este mai slab, cu atât elasticitatea plasticului este mai mare.
NOTĂ: Verificările mecanice pot identifica grupul de plastic, dar nu și tipul de plastic.
În conformitate cu statisticile de deteriorare, barele de protecție din plastic sunt cel mai adesea reparate.
NOTĂ: Dacă poliuretan (spumă) lipită de carcasa exterioară a barei de protecție din interior, această spumă PUR nu trebuie îndepărtată pentru reparații. Dacă există daune severe, cum ar fi crăparea sau despicarea carcasei exterioare, nu efectuați nicio reparație în zona spumei. Regula pentru acest caz este: înlocuiți elementul.
Carcasa exterioară a barelor de protecție din plastic constă în principal din materiale termoplastice. În funcție de gradul de deteriorare și accesibilitate, se pot aplica următoarele proceduri de reparare:
- Pansament termoelastic
- Lipirea
- Sudare
Pansament termoelastic
Barele de protecție au adesea deformații care apar în zona elastică. Ele iau, de obicei, forma unor lovituri, adâncituri și îndoituri. Multe dintre aceste deformari (de exemplu în bara de protecție) fie imediat, fie după un timp dispar. Această autoreparare depinde de amploarea deteriorării și de temperatură. Majoritatea deformațiilor plane din zona elastică sunt eliminate (forma elementului revine la forma sa originală) când este încălzită cu un jet de aer fierbinte (pistol tehnic cu aer cald).
Deformații elastice ale planelor
NOTĂ: Expunerea necesară la căldură depinde de tipul de plastic. Încălzirea nu trebuie efectuată în afara zonei elastice. Deformarea plastică nu poate fi inversată. Nu folosiți niciodată focul deschis!
Crestăturile sau adânciturile din plan trebuie încălzite uniform la aproximativ 200°C folosind un pistol tehnic cu aer cald și, dacă este posibil, aplicând căldură alternativ din ambele părți. Daca nu exagerezi cu caldura, deformarea va fi eliminata si suprafata elementului va reveni la forma initiala.
Într-o anumită măsură, pansamentul poate fi susținut folosind unelte mecanice precum un mâner de ciocan, o pană de plastic etc.
Crăpături extinse și răsuciri
Dacă există fisuri extinse sau chiar răsuciri în zona de deteriorare, posibilitățile de îndreptare termoelastică sunt limitate. Pentru acest tip de deteriorare, repararea prin lipire este cea mai potrivită.
- Pentru a preveni tensiunea în material, tăiați zonele crăpate sau răsucite (folosind un ferăstrău).
- Încălziți crestătura la aproximativ 200°C (uniform, în interior și în exterior) și corectați forma la forma inițială folosind o spatulă îngustă sau un mâner de ciocan.
Sudarea plasticului
NOTĂ: Nu sudați plasticul în zona spumei.
Sudarea plasticului este cea mai potrivită modalitate de a repara fisurile în barele de protecție din plastic unde partea din spate a zonei deteriorate nu este potrivită pentru repararea lipirii. Exemple: secțiune cu nervuri, secțiune cutie, secțiuni înguste rotunjite în zone armate.
Instrumentele și materialele necesare
Pe lângă instrumentele disponibile la stația de service (precum răzuitoare, polizoare etc.) Următoarele instrumente sunt necesare pentru sudarea plasticului:
- Pistol tehnic cu aer cald (aproximativ 1500 W)
- duze de sudare
- Diversi electrozi de sudare
- Freză L 5,5 mm pentru caneluri de sudare.
- Răzuitoare în formă de inimă.
Pistol de sudura din plastic
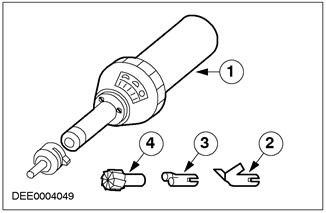
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Pistol de sudura din plastic |
| 2 | - | Duza pentru sudare rapida |
| 3 | - | duză cu pană (duză fixă) |
| 4 | - | moara de capat |
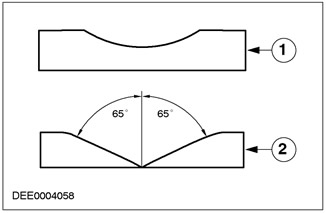
Pregatirea locului de reparatii (sparge)
Pregătiți locul fisurii pentru sudarea cu caneluri în V.
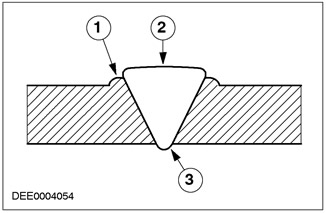
Sudura cu caneluri în V
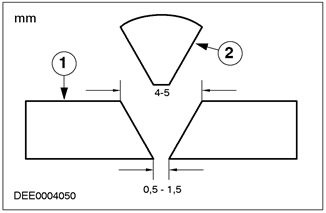
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Piesa de reparat |
| 2 | - | umplutura de sudare (anumită formă) |
Pregătirea unei suduri cu caneluri în V:
- Faceți o canelură pentru sudare folosind o racletă (moara de capat).
- Mențineți un unghi de conectare de 60°- 70°.
NOTĂ: Găuriți capătul fisurii (burghiu cu diametrul de 3 mm), care previne crăparea ulterioară. Înainte de a începe sudarea într-un loc în care alinierea marginilor este neuniformă, fixați începutul fisurii cu ajutorul unui clește.
- Găuriți capătul fisurii.
Pregatirea pistolului tehnic cu aer cald si a electrodului de sudura
Transformați un pistol cu aer cald într-un pistol de sudură din plastic (duză extinsă și duză de sudare rapidă).
Reglați temperatura de sudare (200°C -700°C) în conformitate cu valorile prescrise.
Temperatura de sudare
Temperatura de sudare este determinată de doi factori:
- Tip plastic
- Grosimea electrodului de sudare
Valori pentru cele mai importante materiale și grosimea unui electrod de sudare convențional (5,7 mm x 3,7 mm)
|
Termoplastic |
Temperatura de sudare în °C ( valoarea prescrisă) |
Setarea potențiometrului de control pentru pistolul de sudură din plastic |
|
|
Duză cu pană |
Duză de sudare rapidă de 5,7 mm |
||
|
ABS. |
350 |
4,5 |
5,3 |
|
PP |
300 |
3,8 |
4,5 |
|
PP/EPDM |
300 |
3,8 |
4,5 |
|
PBT/PC |
300 |
3,8 |
4,5 |
|
PA |
400 |
5,1 |
5,6 |
|
PC |
350 |
4,5 |
5,3 |
|
PC/PBTP |
350 |
4,5 |
5,3 |
- Sudați plasticul PBT/PC folosind numai electrodul de sudură PP.
- Plasticul armat cu fibră de sticlă nu poate fi sudat.
- Componentele din plastic vopsite în albastru Ford Ka nu pot fi vopsite și, prin urmare, nu sunt potrivite pentru repararea componentelor din plastic.
Partea din spate a pistolului de sudură din plastic
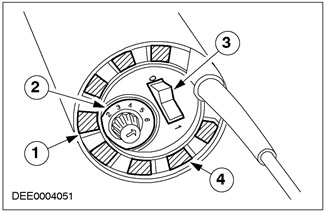
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Orificiul de admisie a aerului |
| 2 | - | Unitate de control al temperaturii |
| 3 | - | Intrerupator |
| 4 | - | Comutator debit de aer |
- Aceste temperaturi sunt temperatura aerului pentru pistolul de sudură din plastic. Temperatura materialului este mult mai scăzută.
- Urmați instrucțiunile producătorului atunci când reglați temperatura.
- În mod preliminar, în decurs de 3-4 minute, încălziți echipamentul de sudură la temperatura de sudare dorită.
- Faceți o teșire frontală pe electrodul de sudură pentru a asigura umplerea treptată la începutul canelurii (fisuri).
Sudare
La sudarea plasticului, trebuie respectate următoarele cerințe:
- Temperatura corectă
- Uniformitatea vitezei de sudare
- Uniformitatea presiunii de lucru
Introduceți electrodul de sudură teșit în camera de preîncălzire încălzită a duzei de sudare rapidă până când vârful electrodului de sudare iese din spate.
Alinierea duzei de sudare rapidă
Partea inversă a duzei de sudare rapidă trebuie să fie paralelă cu suprafața de reparat în direcția longitudinală. Dispunerea paralelă pe direcția longitudinală se realizează prin înclinarea corespunzătoare a echipamentului de sudură.
Poziția pistolului de sudură din plastic
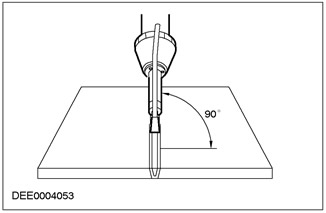
- Deplasați pistolul pentru sudarea plasticului în așa fel încât electrodul de sudură să fie amplasat exact vertical în raport cu canelura.
- Procedura de sudare poate fi începută atunci când electrodul de sudare și materialul plastic de sudat sunt în stare plastică.
Cusătură de sudură
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | bilă de sudură |
| 2 | - | Armarea sudurii |
| 3 | - | Baza de sudura |
NOTĂ: Lipirea optimă este obținută atunci când se formează un cordon de sudură mic și uniform de-a lungul marginii sudurii. Este foarte important să sudați fisura. Verificați cusătura de sudură pe partea din spate și repetați sudarea dacă este necesar.
Presiunea de lucru în timpul sudării se aplică numai electrodului de sudare.
Erori de sudare
Deformare:
- Zona de reparații a fost supraîncălzită.
- Prezența tensiunii în material la sudarea pieselor.
- Elementul din plastic este prea subțire.
Sudură greșită:
- Temperatura de sudare prea scăzută.
- Viteza de sudare prea mare.
- Sudarea diferitelor materiale.
Cusătură de sudură îngropată:
- Canelură prea largă de-a lungul crăpăturii
- Temperatura de sudare prea mare.
Terminarea sudurii
- După răcire, umflarea sudurii poate fi îndepărtată folosind o polizor unghiular și hârtie abrazivă cu granulație P80.
- Apoi șlefuirea plată se efectuează cu o mașină de șlefuit manual și șmirghel cu granulație P120 - P220.
- Curățați suprafața reparată prelucrată folosind o soluție de curățare din plastic.
- Aplicați un strat subțire de grund de plastic pe suprafața reparată.
Sudarea plastică alternativă
Sudarea alternativă a plasticului este metoda preferată pentru repararea fisurilor în zonele greu accesibile.
- La sudarea alternativă, electrodul de sudare se mișcă liber.
- Pregătirea canelurii de-a lungul unei fisuri este similară.
Sudare
- Pistolul de sudură din plastic este echipat doar cu o duză de extensie.
- Electrodul de sudare și canelura de-a lungul fisurii intră în stare plastică prin mișcări verticale alternative.
- Electrodul de sudare în stare plastică este introdus vertical în canelura.
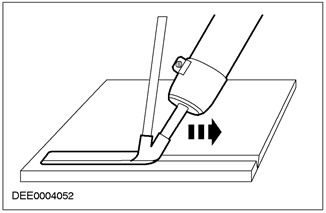
Sudarea alternativă
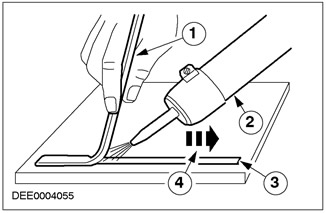
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | electrod de sudare |
| 2 | - | Pistol de sudura din plastic |
| 3 | - | canelura de sudare |
| 4 | - | Direcția sudării |
Următoarele cerințe trebuie respectate atunci când se efectuează sudarea alternativă:
- Încălzirea uniformă a electrodului de sudare și a canelurii de sudare.
- Viteză uniformă de sudare.
- Dispunerea verticală și presiunea uniformă pe electrodul de sudare.
Toate celelalte acțiuni de reparare sunt descrise în Cap. «Sudarea plasticului - Finisarea sudurii».
Lipirea plastică
Informații generale
Tehnologia de lipire are câteva avantaje față de tehnologia de sudare:
- În cadrul grupului de elastomeri termoplastici, toți auxiliarii semirigizi (precum barele de protecție, grilele față etc.) poate fi reparat fără identificare.
- Pentru toate elementele termoplastice, trebuie utilizat un adeziv bicomponent pe bază de poliuretan.
- Pentru a asigura proprietățile mecanice originale, la caneluri (pe fisuri, până la maximum 100 mm) și îndoituri, benzi de armare pot fi atașate.
Uneltele și echipamentele necesare
Pentru a realiza lipirea elementelor termoplastice, se pot folosi unelte și echipamente din atelierul de vopsire. Pentru a curăța fisurile și zgârieturile, puteți folosi polizoare unghiulare și polizoare cu bandă. Pentru șlefuirea fină se folosesc polizoare de suprafață de mână cu aspirație. Încălzitorul cu infraroșu garantează o uscare rapidă și eficientă.
Kit de reparatii pentru piese din plastic
- Soluție de curățare din plastic
- grund plastic
- Kit de reparare adeziv
- Trei cartușe duble
- Trei tuburi de emulsie
- Benzi metalice de armare
- fibra de amplificare
Unelte și accesorii
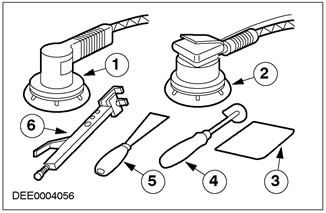
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Polizor unghiular cu schimbare de viteza |
| 2 | - | Polizor de suprafață |
| 3 | - | Chit din plastic |
| 4 | - | Răzuitor |
| 5 | - | Spatula pentru vopsea |
| 6 | - | cleşte |
Pregatirea locului de reparatii (zgârieturi)
Înainte de reparație, curățați piesele din plastic de pe ambele părți folosind o soluție de curățare la presiune înaltă și apoi uscați.
Curățați suprafața de reparat folosind o soluție de curățare din plastic.
Slefuirea unei zgârieturi
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Pregătirea zgârieturilor |
| 2 | - | Pregătirea fisurilor |
- Slefuirea zgârieturilor ar trebui să fie cu atenție, asigurând planul și folosind o polizor de suprafață de mână. Hârtie abrazivă, granulație P80 - P120
- Slefuire fină cu șlefuit manual: șmirghel, granulație P120
NOTĂ: Purtați mănuși de protecție când curățați. Curățați bine zona de reparare folosind un detergent de plastic și prosoape de hârtie.
- Pulverizați amorsa de plastic uniform peste zona de reparare.
Pregatirea locului de reparatii (fisuri)
- Slefuiți fisura din față, astfel încât să fie plată, folosind o polizor unghiular sau o polizor cu bandă. Suprafata de slefuire 40-60 mm latime
- Slefuiți cu o mașină de șlefuit manual. Hârtie abrazivă: granulație P120.
- Aleze capătul fisurii (diametru 3 mm), pentru a preveni crăparea ulterioară.
- Ștergeți reversul de-a lungul crăpăturii.
- Curățați zona de reparare pe ambele părți folosind un detergent de plastic și prosoape de hârtie.
- Pulverizați amorsa de plastic uniform peste zona de reparare.
Pregătirea lipirii
- Adezivul bicomponent este aplicat pe zona de reparare curățată și amorsată cu ajutorul unui pistol de mână.
- Acționarea pârghiei pistolului forțează rășina și întăritorul din cartușul dublu în tubul de emulsie atașat.
Fisura de lipire
Chiar și depresiuni minore, cum ar fi fisurile, necesită pregătire. Pentru a asigura o grunduire suficientă pentru utilizarea adezivului, zona de reparat trebuie, de asemenea, tratată la suprafață. De asemenea, previne așezarea ulterioară a zonei de reparație.
- După curățare și amorsare cu exces, umpleți cavitatea pentru zgârieturi cu adeziv.
- În timpul procesului de aplicare, capătul tubului de emulsie trebuie să fie scufundat în adeziv pentru a preveni intrarea aerului.
- Întindeți și nivelați adezivul folosind o spatulă flexibilă din plastic.
- Practicați procedura de întărire a adezivului folosind un încălzitor cu infraroșu sau un cuptor de uscare.
Lipirea unei fisuri folosind armare
Locul de reparație este ranforsat pentru a crește rezistența la torsiune în caz de fisurare și ruptură de mare întindere. În acest scop, pe partea din spate sunt fixate materiale de armare adecvate (benzi metalice, fibre de armare).
- Închideți fisura de pe partea din față cu folie PE și bandă adezivă.
- Pe partea din spate, umpleți canelura făcută de-a lungul crăpăturii cu lipici de plastic.
- O bandă largă de fibră de armare este fixată peste canelura din cordonul adeziv.
- Capetele fisurii sunt consolidate prin asigurarea unei benzi metalice, care este atașată de elementul din plastic cu ajutorul unui clește.
- Apoi nivelați materialul de armare pe toată suprafața.
- Uscați folosind un încălzitor cu infraroșu sau un cuptor de uscare.
- Foaia PE previne excesul de adeziv din partea din față a fisurii.
- Îndepărtați foaia PE după ce lipiciul s-a uscat.
- Ungeți adezivul peste zona de reparare din partea din față.
- Continuați procedura de întărire folosind un încălzitor cu infraroșu sau un cuptor de uscare.
- Răciți adezivul la temperatura camerei pentru a preveni desprinderea adezivul la șlefuire și pentru a preveni uzura hârtiei abrazive.
Măcinare
NOTĂ: Dacă șlefuiți uscat, utilizați mască de aspirație și praf.
- Slefuiți adezivul expus folosind o mașină de șlefuit manual. Hârtie abrazivă: granulație P120 - P220.
- Rafinați manual înclinațiile și secțiunile curbe.
- Utilizați un tampon abraziv pentru a aspri suprafețele vopsite.
- Curățați bine elementul din plastic folosind un produs de curățare pentru plastic și prosoape de hârtie.
NOTĂ: Uscați bine grundul de plastic (acoperire mat).
- Pulverizați un strat subțire de grund de plastic pe zona de reparare și pe zonele șlefuite pentru aplicarea ulterioară a chitului 2K.
Aplicarea chitului bicomponent
Pentru a preveni apariția porozității la margini și pentru a netezi neregulile, se recomandă aplicarea unui chit 2K (MS, HS) cu un aditiv care mărește elasticitatea.
- După uscare, răciți chitul 2K la temperatura camerei și șlefuiți cu o mașină de șlefuit manual și șmirghel fin.
- Manual (mod umed) rafinați zonele înclinate și curbate folosind hârtie abrazivă cu granulație fină.
- Verificați relieful locului de reparație și corectați dacă relieful este neuniform.
- Efectuați colorarea conform instrucțiunilor producătorului.
Reparatii GRP
Informații generale
Materialul GRP este dur și fragil în proprietățile sale mecanice. Datorită acestor proprietăți mecanice, fisurile și rupturile duc adesea la daune grave. Stabilitatea și siguranța elementelor GRP este degradată dacă armătura din fibră de sticlă se fisurează. În cazul unor daune grave care afectează designul elementului, astfel de elemente trebuie înlocuite. pagube minore (tip de abraziune, fisuri de până la 80 mm, găuri de până la aproximativ 60 mm în diametru etc.) poate fi reparat în conformitate cu standardele tehnice și de aspect, cu condiția ca avaria să nu fie localizată în locuri intens utilizate sau greu accesibile. Pentru a asigura o calitate excelentă a reparației, respectați următoarele puncte:
- Temperatura camerei trebuie să fie de cel puțin 15°C, iar aerul trebuie să fie cât mai uscat posibil.
NOTĂ: Amprentele rămân pe film, împiedicând o conexiune corectă.
- Locul de reparații trebuie să fie bine uscat și curățat.
- Înainte de reparație, elementul GRP care trebuie reparat trebuie să fie uscat folosind un încălzitor cu infraroșu sau un cuptor de uscare.
- În cazul unor fisuri și rupturi mari, rezistența carcasei exterioare poate fi restabilită prin utilizarea materialului de armare pe partea din spate.
Instrumente și accesorii necesare
- Ferăstrău (fierăstrău pentru caroserie) pentru a separa fisurile.
- Polizor axial, polizor unghiular sau polizor cu banda pentru slefuirea zonei de reparatie.
- Polizor de suprafață pentru șlefuirea și lustruirea suprafeței de reparare.
- Slefuit manual pentru slefuirea suprafetelor mici.
Slefuirea locului de reparatii
- Finalizați marginea găurii într-o formă de V și plată folosind o polizor unghiular și hârtie abrazivă cu granulație P80 - P120.
- Îndepărtați straturile de chit și vopsea.
- Dacă s-au format fisuri, acestea sunt lustruite la baza fisurii cu 3 mm. Acest lucru elimină orice stres intern.
- Slefuirea atentă, plană, este esențială pentru a asigura aderența ulterioară a materialului de reparare.
NOTĂ: Suprafața trebuie șlefuită manual.
- Măcinarea cu o polizor unghiular este însoțită de eliberarea de căldură, care provoacă o modificare a structurii suprafeței rășinii. Acest lucru duce la o aderență slabă.
Componente de reparare GRP
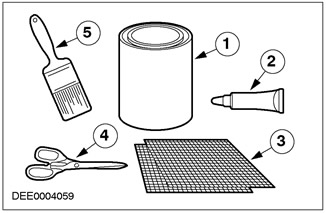
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | rasina de poliester |
| 2 | - | Întăritor |
| 3 | - | Covorașe din fibră de sticlă |
| 4 | - | Foarfece |
| 5 | - | Perie |
Aplicarea rășinii poliester
Rășina poliesterică se amestecă cu un întăritor și, cu ajutorul unei perii, se aplică un strat subțire pe zona curată de reparare.
Introduceți covorașul din fibră de sticlă
- Tăiați covorașul din fibră de sticlă la dimensiunea dorită și introduceți-l în rășina poliesterică care urmează să fie aplicată.
- Aplicați mai multă rășină poliesterică peste covorașul din fibră de sticlă și adăugați un al doilea sau al treilea covoraș, dacă este necesar.
NOTĂ: Cufundați complet covorașul din fibră de sticlă în rășina de poliester. Aerul nu poate fi prezent în zona de reparații.
- Aplicați rășină poliesterică cu ajutorul unei pensule.
- Lăsați rășina poliesterică să se usuce la temperatura camerei.
- Din spate, consolidați fisurile și rupturile mari cu material de întărire pentru a restabili rezistența carcasei exterioare.
Aplicație de chit
- Depresiunile din partea frontală sunt umplute cu umplutură de poliester pentru a oferi o suprafață netedă și plană.
- Repetați dacă este necesar.
Aplicați chit
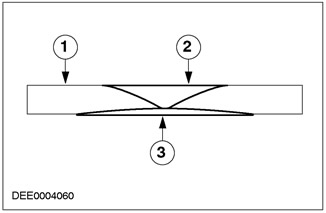
| Poz. | Piesa de schimb Nr | Nume |
| 1 | - | Element reparabil GRP |
| 2 | - | Chit de poliester |
| 3 | - | inserție din fibră de sticlă |
Aplicare finală de chit
Restabiliți relieful suprafeței prin aplicarea unui chit de poliester.
Slefuire cu o mașină de șlefuit manual
- Îndepărtați materialul de poliester proeminent folosind o șlefuitoare manuală. Hârtie abrazivă granulație P120 - P220.
- Suprafața reparată poate fi vopsită după șlefuire.
Masuri de precautie
- Rășina poliesterică, adezivii, solvenții și diluanții sunt inflamabile și trebuie ținute departe de flăcări deschise sau flăcări.
- Operațiunile de tăiere și șlefuire trebuie efectuate numai în încăperi dotate cu ventilație de evacuare (răpitori).
- Dacă nu sunt disponibile încăperi cu sisteme de aspirație, utilizați numai unelte cu sisteme de aspirație.
- Utilizarea echipamentului de protecție precum mănuși, ochelari de protecție, șorțuri și mașini de protecție este foarte importantă.
Consultați Secțiunea 501-25A / 501-25B / 501-25C / 501-25D / 501-25E / 501-25F / 501-25G pentru mai multe informații. De asemenea, este important să respectați toate reglementările relevante, legile de sănătate și siguranță, fișele de informații, avizele de siguranță și recomandările pentru manipularea adezivilor care conțin ester izocianat, rășină poliesterică, solvenți și diluanți.
Comentariile vizitatorilor