Obsah: Všeobecné informácie ↳ Termoplasty (plastoméry) ↳ Duroplastika ↳ Plasty používané Fordom ↳ Identifikácia plastov ↳ Vizuálna kontrola ↳ Mechanická kontrola ↳ Termoelastické vyrovnávanie ↳ Elastické deformácie rovín ↳ Rozšírené praskliny a krútenie ↳ Zváranie plastov ↳ Potrebné nástroje a materiály ↳ Plastová zváracia pištoľ ↳ Príprava miesta opravy (trhlina) ↳ V tvare edge cutting zvaru ↳ Príprava technickej teplovzdušnej… ↳ Teplota zvárania ↳ Hodnoty pre najdôležitejšie… ↳ Zadná strana plastovej zváracej… ↳ Vykonávanie zvárania ↳ Zarovnanie polohy rýchlozváracej… ↳ Pozícia plastovej zváracej pištole ↳ Zvarový šev ↳ Chyby pri zváraní ↳ Prepracovanie zvaru ↳ Recipročné zváranie plastov ↳ Vykonávanie zvárania ↳ Recipročné zváranie ↳ Lepenie plastu ↳ Nástroje a príslušenstvo ↳ Príprava miesta opravy (škrabance) ↳ Brúsenie škrabanca ↳ Príprava miesta opravy (trhliny) ↳ Príprava na lepenie ↳ Lepenie trhliny ↳ Lepenie trhliny pomocou výstuže ↳ Brúsenie ↳ Aplikácia dvojzložkového tmelu ↳ Opravy GRP ↳ Požadované nástroje a príslušenstvo ↳ Brúsenie miesta opravy ↳ Komponenty na opravu GRP ↳ Aplikácia polyesterovej živice ↳ Vložte sklolaminátovú rohož ↳ Nanášanie tmelu ↳ Naneste tmel ↳ Konečná aplikácia tmelu ↳ Brúsenie pomocou ručnej plošnej… ↳ Prevencia ↳
Všeobecné informácie
V dôsledku rozdielov v dizajne zahŕňa oprava plastových prvkov rôzne metódy opravy:
- Termoplastické vyrovnávanie
- Zváranie plastov (PC, PP/EPDM atď.)
- Lepenie plastov (všetky plastové prvky)
- Plastová laminácia (iba GRP prvky s polyesterovou živicou)
Pri vykonávaní opráv majú vlastnosti plastu veľký význam. Možno rozlíšiť dve hlavné skupiny:
- Termoplasty (plastoméry alebo termoplastické plasty)
- Duroplasty (termoplasty)
Termoplasty (plastoméry)
- Teplo spôsobuje, že termoplasty prechádzajú z pevného do termoelastického stavu a potom do termoplastického stavu.
- Keď sa termoplasty ochladia, vrátia sa do pevného stavu.
Duroplastika
Duroplasty sú oveľa ťažšie a krehkejšie ako termoplasty.
- Pri zahriatí zostáva ich pevnosť v podstate nezmenená.
- Pri prekročení kritickej teploty sa duroplasty zničia.
- Chladenie ich nevráti do pôvodného stavu.
Plasty používané Fordom
| Skratka | Meno |
| ABS. | Akrylonitrilbutadiénstyrén (polymér) |
| PA | Polyamid |
| PC | Polykarbonát |
| PP | Polypropylén |
| PP/EPDM | Polypropylén/etylén propylénová guma |
| PC/PBT | Polykarbonát/polybutyléntereftalát |
| PBT/PC | Polybutyléntereftalát/polykarbonát |
| PUR | Polyuretán |
| GF | Vystužené skleným vláknom |
Identifikácia plastov
Ak plast nemá žiadne označenia, jeho typ možno určiť pomocou dvoch rôznych postupov/metód:
- Vizuálna kontrola
- Mechanická kontrola
Identifikácia typu plastu je potrebná pri vykonávaní zvárania plastov, aby sa určilo správne použitie vhodnej zváracej elektródy.
Vizuálna kontrola
Vizuálne kontroly slúžia najmä na identifikáciu materiálov PUR a GRP. Termoplastické prvky (napr. nárazníky) sú často lakované, a preto je ťažké ich identifikovať.
Identifikačné vlastnosti:
- PUR: Keď sa vytvoria trhliny alebo podobné poškodenia, viditeľné póry v pene.
- GRP: rozpoznateľná štruktúra sklenených vlákien na vnútornej strane.
Mechanická kontrola
- Stupeň tvrdosti; čím vyšší je rozteč, tým je plast tvrdší.
- Elasticita; čím tlmenejší tón, tým vyššia je elasticita plastu.
POZNÁMKA: Mechanické testy môžu identifikovať skupinu plastov, ale nie typ plastu.
Podľa štatistík škôd sa najčastejšie opravujú plastové nárazníky.
POZNÁMKA: Ak je polyuretán (pena) nalepený na vonkajšom plášti nárazníka zvnútra, táto PUR pena by sa nemala pri opravách odstraňovať. Ak dôjde k vážnemu poškodeniu, ako je prasknutie alebo rozštiepenie vonkajšieho plášťa, nevykonávajte žiadne opravy v oblasti peny. V tomto prípade platí pravidlo: nahraďte prvok.
Vonkajší plášť plastových nárazníkov pozostáva hlavne z termoplastických materiálov. V závislosti od rozsahu poškodenia a dostupnosti je možné použiť nasledujúce postupy opravy:
- Termoelastické vyrovnávanie
- Lepenie
- Zváranie
Termoelastické vyrovnávanie
Nárazníky majú často deformácie, ktoré sa vyskytujú v elastickej zóne. Zvyčajne majú formu priehlbín, priehlbín a ohybov. Mnohé z týchto deformácií (napríklad v nárazníku) sa opravia okamžite alebo po určitom čase. Toto samoliečenie závisí od rozsahu poškodenia a teploty. Väčšina deformácií rovín v elastickej zóne sa eliminuje (tvar prvku sa vráti do pôvodného tvaru) pri zahrievaní prúdom horúceho vzduchu (technická teplovzdušná pištoľ).
Elastické deformácie rovín
POZNÁMKA: Potrebné množstvo tepla závisí od typu plastu. Ohrev by sa nemal vykonávať mimo elastickej zóny. Plastická deformácia sa nedá zvrátiť. Nikdy nepoužívajte otvorený oheň!
Priehlbiny alebo priehlbiny na povrchu by sa mali zahriať rovnomerne na približne 200°C pomocou technickej teplovzdušnej pištole a ak je to možné, privádzať teplo striedavo z oboch strán. Ak to teplo nepreženiete, deformácia sa eliminuje a povrch prvku sa vráti do pôvodného tvaru.
Rovnanie možno do určitej miery podporiť použitím mechanických nástrojov, ako je násada kladiva, plastový klin atď.
Rozšírené praskliny a krútenie
Ak sú v poškodenom mieste rozsiahle trhliny alebo dokonca krútenie, možnosti termoelastického vyrovnávania sú obmedzené. Pre tento typ poškodenia je najvhodnejšia oprava lepením.
- Aby ste zabránili pnutiu materiálu, odrežte všetky prasknuté alebo skrútené miesta (pomocou pílky).
- Priehlbinu zohrejte na cca 200°C (rovnomerne zvnútra aj zvonka) a pomocou úzkej špachtle alebo násady kladiva upravte tvar do pôvodného tvaru.
Zváranie plastov
POZNÁMKA: Nezvárajte plasty v oblasti inštalácie peny.
Zváranie plastov je najvhodnejšou metódou na opravu trhlín v plastových nárazníkoch, kde zadná strana poškodenej oblasti nie je vhodná na opravu lepením. Príklady: Rebrovaný profil, skriňový profil, úzke zaoblené profily v spevnených oblastiach.
Potrebné nástroje a materiály
Okrem nástrojov, ktoré sú k dispozícii na čerpacej stanici (ako sú škrabky, brúsky atď.), sú na zváranie plastov potrebné tieto nástroje:
- Technická teplovzdušná pištoľ (cca 1500 W)
- Zváracie trysky
- Rôzne zváracie elektródy
- Fréza Ř 5,5 mm na opracovanie zvarovej drážky.
- Škrabka v tvare srdca.
Plastová zváracia pištoľ
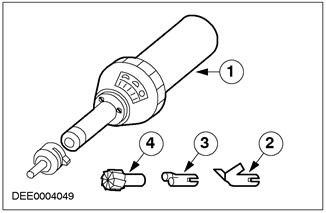
| Poz. | Náhradný diel č | Meno |
| 1 | - | Plastová zváracia pištoľ |
| 2 | - | Tryska na rýchle zváranie |
| 3 | - | Klinová tryska (pevná tryska) |
| 4 | - | Koncová fréza |
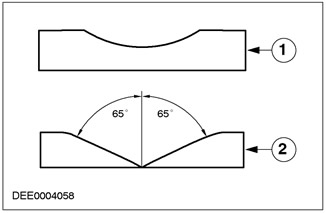
Príprava miesta opravy (trhlina)
Pripravte popraskanú oblasť na zváranie V-drážky.
V tvare edge cutting zvaru
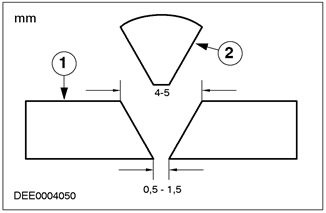
| Poz. | Náhradný diel č | Meno |
| 1 | - | Časť na opravu |
| 2 | - | Zváracie plnivo (špecifický tvar) |
Príprava zvaru v tvare V:
- Vytvorte drážku na zváranie pomocou škrabky (koncovej frézy).
- Dodržiavajte uhol pripojenia 60° - 70°.
POZNÁMKA: Vyvŕtajte koniec trhliny (3 mm vrták), aby ste zabránili ďalšiemu praskaniu. Pred začatím zvárania v mieste, kde je zarovnanie okrajov nerovnomerné, zafixujte začiatok trhliny pomocou klieští.
- Vyvŕtajte koniec trhliny.
Príprava technickej teplovzdušnej pištole a zváracej elektródy
Premeňte technickú teplovzdušnú pištoľ na plastovú zváraciu pištoľ (predĺžená tryska a rýchlozváracia tryska).
Upravte teplotu zvárania (200°C -700°C) podľa predpísaných hodnôt.
Teplota zvárania
Teplota zvárania je určená dvoma faktormi:
- Druh plastu
- Hrúbka zváracej elektródy
Hodnoty pre najdôležitejšie materiály a hrúbku bežnej zváracej elektródy (5,7 mm x 3,7 mm)
|
Termoplast |
Teplota zvárania v°C (predpísaná hodnota) |
Nastavenie ovládacieho potenciometra pre plastovú zváraciu pištoľ |
|
|
Klinová tryska |
5,7 mm rýchlozváracia hubica |
||
|
ABS. |
350 |
4,5 |
5,3 |
|
PP |
300 |
3,8 |
4,5 |
|
PP/EPDM |
300 |
3,8 |
4,5 |
|
PBT/PC |
300 |
3,8 |
4,5 |
|
PA |
400 |
5,1 |
5,6 |
|
PC |
350 |
4,5 |
5,3 |
|
PC/PBTP |
350 |
4,5 |
5,3 |
- Zvárajte PBT/PC plast iba pomocou PP zváracej elektródy.
- Plast vystužený sklenenými vláknami nie je možné zvárať.
- Modré lakované plastové diely Ford Ka sa nedajú lakovať, a preto nie sú vhodné na opravu plastových dielov.
Zadná strana plastovej zváracej pištole
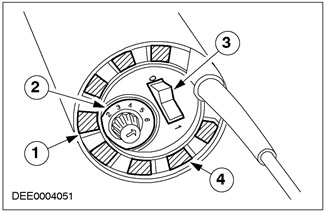
| Poz. | Náhradný diel č | Meno |
| 1 | - | Otvor na prívod vzduchu |
| 2 | - | Jednotka riadenia teploty |
| 3 | - | Prepínač |
| 4 | - | Spínač prietoku vzduchu |
- Tieto teplotné hodnoty sú teplotou vzduchu plastovej zváracej pištole. Teplota materiálu je oveľa nižšia.
- Pri nastavovaní teploty postupujte podľa pokynov výrobcu.
- Predhrievajte zváracie zariadenie na stanovenú teplotu zvárania po dobu 3-4 minút.
- Na prednej strane zváracej tyče urobte skosenie, aby ste zabezpečili postupné plnenie na začiatku drážky (trhliny).
Vykonávanie zvárania
Pri zváraní plastov je potrebné dodržiavať nasledujúce požiadavky:
- Správna teplota
- Rovnomernosť rýchlosti zvárania
- Rovnomernosť pracovného tlaku
Vložte skosenú zváraciu elektródu do vyhrievanej predhrievacej komory rýchlozváracej dýzy, kým sa špička zváracej elektródy neobjaví na zadnej strane.
Zarovnanie polohy rýchlozváracej trysky
Zadná strana rýchlozváracej hubice by mala byť v pozdĺžnom smere rovnobežná s povrchom, ktorý sa opravuje. Rovnobežné usporiadanie v pozdĺžnom smere sa dosiahne vhodným sklonom zváracieho zariadenia.
Pozícia plastovej zváracej pištole
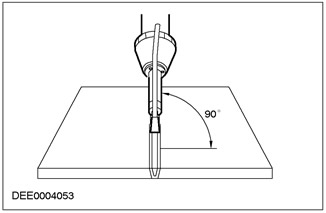
- Plastová zváracia pištoľ by sa mala pohybovať tak, aby zváracia elektróda bola umiestnená striktne vertikálne vzhľadom na drážku.
- Proces zvárania môže začať, keď sú zváracia elektróda a plast, ktorý sa má zvárať, v plastickom stave.
Zvarový šev
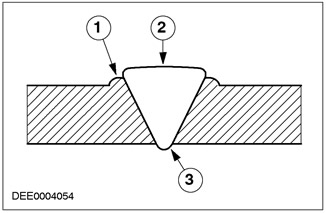
| Poz. | Náhradný diel č | Meno |
| 1 | - | Zvarová guľôčka |
| 2 | - | Výstuž zvaru |
| 3 | - | Základňa zvárania |
POZNÁMKA: Optimálne spojenie sa dosiahne, keď sa pozdĺž okraja zvaru vytvorí malá, rovnomerná húsenica. Je veľmi dôležité prasklinu prevariť. Skontrolujte zvar na zadnej strane av prípade potreby zváranie zopakujte.
Pracovný tlak pri zváraní pôsobí iba na zváraciu elektródu.
Chyby pri zváraní
Deformácia:
- Oblasť opravy bola prehriata.
- Prítomnosť napätia v materiáli pri zváraní častí.
- Plastový prvok je príliš tenký.
Zlý zvarový spoj:
- Teplota zvárania je príliš nízka.
- Rýchlosť zvárania je príliš vysoká.
- Zváranie rôznych materiálov.
Zvar je pochovaný:
- Drážka pozdĺž trhliny je príliš široká
- Teplota zvárania je príliš vysoká.
Prepracovanie zvaru
- Po vychladnutí je možné konvexnú časť zvaru odstrániť pomocou ručnej uhlovej brúsky a brúsneho papiera zrnitosti P80.
- Potom sa vykoná povrchové brúsenie pomocou ručnej plošnej brúsky a brúsneho papiera zrnitosti P120 - P220.
- Ošetrený opravovaný povrch očistite čistiacim roztokom na plasty.
- Na opravený povrch naneste tenkú vrstvu plastového základného náteru.
Recipročné zváranie plastov
Recipročné zváranie plastov je preferovanou metódou na opravu trhlín na ťažko dostupných miestach.
- Pri vratnom zváraní sa zváracia elektróda voľne pohybuje.
- Príprava drážky pozdĺž trhliny je podobná.
Vykonávanie zvárania
- Plastová zváracia pištoľ je vybavená iba predlžovacou tryskou.
- Zváracia elektróda a drážka pozdĺž trhliny sa stávajú plastickými vertikálnymi vratnými pohybmi.
- Zváracia elektróda v plastovom stave je vložená vertikálne do drážky.
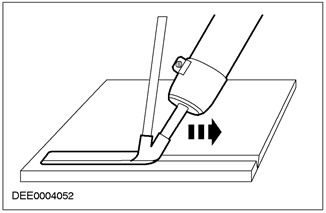
Recipročné zváranie
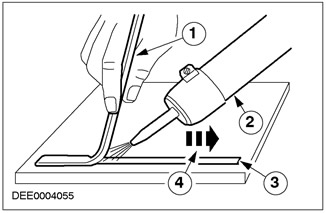
| Poz. | Náhradný diel č | Meno |
| 1 | - | Zváracia elektróda |
| 2 | - | Plastová zváracia pištoľ |
| 3 | - | Zváracia drážka |
| 4 | - | Smer zvárania |
Pri vykonávaní vratného zvárania je potrebné dodržiavať nasledujúce požiadavky:
- Rovnomerný ohrev zváracej elektródy a zváracej drážky.
- Rovnomerná rýchlosť zvárania.
- Vertikálna poloha a rovnomerný tlak na zváraciu elektródu.
Všetky ostatné opravy sú popísané v kapitole. "Zváranie plastov - Zušľachťovanie zvaru.".
Lepenie plastu
Všeobecné informácie
Technológia lepenia má oproti technológii zvárania niektoré výhody:
- V rámci skupiny termoelastomérov je možné všetky polotuhé doplnkové prvky (ako nárazníky, predné mriežky atď.) opraviť bez identifikácie.
- Pre všetky termoplastické prvky by sa malo použiť dvojzložkové lepidlo na báze polyuretánu.
- Pre zaistenie pôvodných mechanických vlastností je možné do drážok (na trhliny, maximálne do 100 mm) a zlomov pripevniť výstužné pásky.
Potrebné nástroje a vybavenie
Na lepenie termoplastických prvkov môžete použiť nástroje a zariadenia z lakovne. Na vyčistenie trhlín a škrabancov môžete použiť uhlové a pásové brúsky. Na jemné brúsenie sa používajú ručné plošné brúsky s odsávaním. Infračervený ohrievač zaručuje rýchle a efektívne sušenie.
Sada na opravu plastových dielov
- Čistiaci roztok na plasty
- Plastový základný náter
- Sada na opravu lepidla
- Tri duálne kazety
- Tri emulzné skúmavky
- Kovové vystužovacie pásky
- Vystužujúce vlákno
Nástroje a príslušenstvo
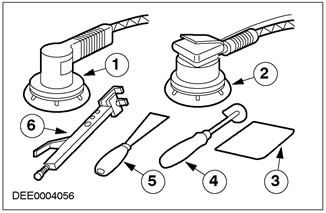
| Poz. | Náhradný diel č | Meno |
| 1 | - | Uhlová brúska s prepínačom rýchlosti |
| 2 | - | Povrchová brúska |
| 3 | - | Plastový tmel |
| 4 | - | Škrabka |
| 5 | - | Maliarska stierka |
| 6 | - | Kliešte |
Príprava miesta opravy (škrabance)
Pred opravou očistite plastové diely na oboch stranách vysokotlakovým čistiacim roztokom a potom ich osušte.
Očistite povrch, ktorý chcete opraviť, pomocou čistiaceho roztoku na plasty.
Brúsenie škrabanca
| Poz. | Náhradný diel č | Meno |
| 1 | - | Príprava škrabanca |
| 2 | - | Príprava trhliny |
- Škrabance by sa mali dôkladne prebrúsiť, zabezpečiť rovný povrch a použiť ručnú povrchovú brúsku. Brúsny papier, zrnitosť P80 - P120
- Jemné brúsenie pomocou ručnej plošnej brúsky: brúsny papier, zrnitosť P120
POZNÁMKA: Pri čistení noste ochranné rukavice. Opravenú oblasť dôkladne vyčistite pomocou čistiaceho prostriedku na plasty a papierových utierok.
- Plastový základný náter rovnomerne nastriekajte na miesto opravy.
Príprava miesta opravy (trhliny)
- Trhlinu na prednej strane obrúste pomocou uhlovej brúsky alebo pásovej brúsky, kým nebude plochá. Brúsna plocha šírka 40-60 mm
- Brúste pomocou ručnej plošnej brúsky. Brúsny papier: zrnitosť P120.
- Vyrežte koniec trhliny (priemer 3 mm), aby ste zabránili ďalšiemu praskaniu.
- Utrite chrbát pozdĺž trhliny.
- Očistite oblasť opravy na oboch stranách pomocou čistiaceho prostriedku na plasty a papierových utierok.
- Plastový základný náter rovnomerne nastriekajte na miesto opravy.
Príprava na lepenie
- Dvojzložkové lepidlo sa nanáša na očistenú a napenetrovanú plochu opravy pomocou ručnej pištole.
- Ovládanie páky pištole vytlačí živicu a tužidlo z dvojitej kartuše do pripojenej emulznej trubice.
Lepenie trhliny
Dokonca aj menšie priehlbiny, ako sú praskliny, vyžadujú prípravu. Na zabezpečenie dostatočného základného náteru pre použitie lepidla je potrebné ošetriť aj povrch opravovanej plochy. Tým sa zabráni aj následnému usadzovaniu opravovanej plochy.
- Po vyčistení a základnom nátere vyplňte škrabanú dutinu prebytočným lepidlom.
- Počas procesu nanášania musí byť koniec emulzie spustený do lepidla, aby sa zabránilo prenikaniu vzduchu.
- Lepidlo rozotrite a vyrovnajte pomocou pružnej plastovej stierky.
- Precvičte si vytvrdzovanie lepidla pomocou infračerveného ohrievača alebo sušiacej pece.
Lepenie trhliny pomocou výstuže
Oblasť opravy je zosilnená, aby sa zvýšila odolnosť proti krúteniu v prípade rozsiahleho prasknutia a roztrhnutia. Na tento účel sú na zadnej strane pripevnené vhodné výstužné materiály (kovové pásy, výstužné vlákna).
- Trhlinu na prednej strane prelepte PE fóliou a lepiacou páskou.
- Na zadnej strane vyplňte drážku pozdĺž trhliny plastovým lepidlom.
- Cez drážku v lepidle je pripevnený široký pás výstužného vlákna.
- Konce trhliny sú spevnené zaistením kovovej lišty, ktorá je pripevnená k plastovému prvku pomocou klieští.
- Potom vyrovnajte výstužný materiál po celej ploche.
- Vysušte pomocou infračerveného ohrievača alebo rúry.
- PE fólia zabraňuje tvorbe prebytočného lepidla na prednej strane trhliny.
- Po zaschnutí lepidla odstráňte PE fóliu.
- Naneste lepidlo na oblasť opravy na prednej strane.
- Precvičte si postup vytvrdzovania pomocou infračerveného ohrievača alebo sušiacej pece.
- Lepidlo ochlaďte na izbovú teplotu, aby ste zabránili vypadnutiu lepidla pri brúsení a zabránili opotrebovaniu brúsneho papiera.
Brúsenie
POZNÁMKA: Pri suchom brúsení použite odsávanie a protiprachovú masku.
- Odkryté lepidlo obrúste ručnou brúskou. Brúsny papier: zrnitosť P120 - P220.
- Manuálne opravte deformácie a zakrivené oblasti.
- Na zdrsnenie lakovaných povrchov použite brúsnu podložku.
- Dôkladne vyčistite plastový prvok pomocou čistiaceho prostriedku na plasty a papierových utierok.
POZNÁMKA: Plastový základný náter dôkladne vysušte (matný povrch).
- Nastriekajte tenkú vrstvu plastového základného náteru na opravované miesto a brúsené miesta pre následnú aplikáciu 2K tmelu.
Aplikácia dvojzložkového tmelu
Na zamedzenie pórovitosti na okrajoch a vyhladenie nerovností je vhodné naniesť 2K tmel (MS, HS) s prísadou zvyšujúcou elasticitu.
- Po zaschnutí ochlaďte 2K tmel na izbovú teplotu a obrúste pomocou ručnej brúsky a jemného brúsneho papiera.
- Ručne (na mokro) obrúste všetky zošikmené alebo ohnuté miesta pomocou jemnozrnného brúsneho papiera.
- Skontrolujte terén miesta opravy a ak je terén nerovný, upravte ho.
- Vykonajte farbenie, pričom pracujte podľa pokynov výrobcu.
Opravy GRP
Všeobecné informácie
GRP materiál je tvrdý a krehký vo svojich mechanických vlastnostiach. Kvôli týmto mechanickým vlastnostiam praskliny a zlomy často vedú k vážnemu poškodeniu. Stabilita a bezpečnosť GRP prvkov je ohrozená, ak výstuž zo sklenených vlákien praskne. V prípade vážneho poškodenia, ktoré ovplyvňuje konštrukciu prvku, by sa takéto prvky mali vymeniť. Drobné poškodenia (ako sú odreniny, praskliny do 80 mm, diery do priemeru cca 60 mm atď.) je možné opraviť podľa technických a vzhľadových noriem za predpokladu, že poškodenie nie je na silne využívaných alebo ťažko dostupných miestach. Ak chcete zabezpečiť vynikajúcu kvalitu opráv, dodržiavajte nasledujúce body:
- Teplota v miestnosti by mala byť aspoň 15°C a vzduch by mal byť čo najsuchší.
POZNÁMKA: Odtlačky prstov zostanú na fólii a zabránia správnemu prilepeniu.
- Miesto opravy musí byť dôkladne vysušené a vyčistené.
- Pred opravou musí byť GRP prvok, ktorý sa má opraviť, vysušený pomocou infračerveného ohrievača alebo sušiacej pece.
- V prípade veľkých trhlín a trhlín je možné pevnosť vonkajšieho plášťa obnoviť použitím výstužného materiálu na rubovej strane.
Požadované nástroje a príslušenstvo
- Píla (telesná píla) na oddelenie trhlín.
- Axiálna brúska, uhlová brúska alebo pásová brúska na brúsenie miesta opravy.
- Ručná povrchová brúska na brúsenie a leštenie opravovaných povrchov.
- Ručná brúsna jednotka na brúsenie malých plôch.
Brúsenie miesta opravy
- Okraj otvoru obrúste uhlovou brúskou a brúsnym papierom zrnitosti P80 - P120 do tvaru V a plochého tvaru.
- Odstráňte vrstvy tmelu a farby.
- Ak sa vytvoria trhliny, obrúsia sa na spodok trhliny na 3 mm. Tým sa eliminuje akékoľvek vnútorné napätie.
- Na zabezpečenie následnej priľnavosti opravného materiálu je dôležité starostlivé, plošné brúsenie.
POZNÁMKA: Povrch musí byť brúsený ručne.
- Pri brúsení pomocou uhlovej brúsky vzniká teplo, ktoré spôsobuje zmenu povrchovej štruktúry živice. To vedie k zlej priľnavosti.
Komponenty na opravu GRP
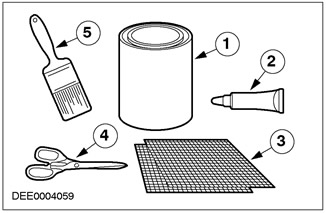
| Poz. | Náhradný diel č | Meno |
| 1 | - | Polyesterová živica |
| 2 | - | Tužidlo |
| 3 | - | Sklolaminátové rohože |
| 4 | - | Nožnice |
| 5 | - | Štetec |
Aplikácia polyesterovej živice
Polyesterová živica sa zmieša s tvrdidlom a pomocou štetca sa tenká vrstva nanesie na čisté miesto opravy.
Vložte sklolaminátovú rohož
- Odrežte rohož zo sklenených vlákien na požadovanú veľkosť a vložte ju do prekrytej polyesterovej živice.
- Naneste viac polyesterovej živice na rohož zo sklenených vlákien a v prípade potreby pridajte druhú alebo tretiu rohož.
POZNÁMKA: Podložku zo sklenených vlákien úplne ponorte do polyesterovej živice. V oblasti opravy nemôže byť prítomný vzduch.
- Naneste polyesterovú živicu pomocou štetca.
- Nechajte polyesterovú živicu vyschnúť pri izbovej teplote.
- Na zadnej strane vystužte veľké praskliny a trhliny výstužným materiálom, aby ste obnovili pevnosť vonkajšieho plášťa.
Nanášanie tmelu
- Priehlbiny na prednej strane sú vyplnené polyesterovým tmelom, ktorý poskytuje hladký a rovný povrch.
- V prípade potreby postup zopakujte.
Naneste tmel
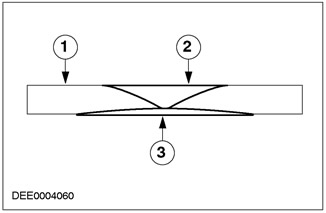
| Poz. | Náhradný diel č | Meno |
| 1 | - | Opraviteľný GRP prvok |
| 2 | - | Polyesterový tmel |
| 3 | - | Vložka zo sklenených vlákien |
Konečná aplikácia tmelu
Obnovte štruktúru povrchu nanesením polyesterového tmelu.
Brúsenie pomocou ručnej plošnej brúsky
- Odstráňte všetok odkrytý polyesterový materiál pomocou ručnej brúsky. Zrnitosť brúsneho papiera P120 - P220.
- Opravovaný povrch je možné po prebrúsení natrieť.
Prevencia
- Polyesterová živica, lepidlá, rozpúšťadlá a riedidlá sú horľavé a mali by sa uchovávať mimo dosahu otvoreného ohňa alebo plameňov.
- Rezanie a brúsenie by sa malo vykonávať iba v miestnostiach vybavených odsávacím vetraním (odsávaním).
- Ak nie sú miestnosti s odsávacími systémami, používajte iba nástroje s odsávacími systémami.
- Používanie ochranných prostriedkov, ako sú rukavice, ochranné okuliare, zástery a respirátory, je veľmi dôležité.
Ďalšie informácie nájdete v časti 501-25A / 501-25B / 501-25C / 501-25D / 501-25E / 501-25F / 501-25G. Pri práci s lepidlami obsahujúcimi izokyanát, polyesterovú živicu, rozpúšťadlá a riedidlá je tiež dôležité dodržiavať všetky príslušné predpisy, bezpečnostné zákony, informačné listy, bezpečnostné opatrenia a odporúčania.