Általános információ
A tervezési különbségek miatt a műanyag elemek javítása különböző javítási módszereket foglal magában:
- Hőre lágyuló kötszer
- Műanyag hegesztés (PC, PP/EPDM stb.)
- Műanyag ragasztás (minden műanyag alkatrész)
- Műanyag laminálás (csak GRP elemek poliészter gyantával)
A javítások során a műanyag tulajdonságainak nagy jelentősége van. Két fő csoportot lehet megkülönböztetni:
- hőre lágyuló műanyagok (plasztomerek vagy hőre lágyuló műanyagok)
- duroplasztika (hőre keményedő műanyag)
Hőre lágyuló műanyagok (plasztomerek)
- A hő hatására a hőre lágyuló műanyagok szilárd halmazállapotból termoelasztikus állapotba, majd hőre lágyulóvá válnak.
- A hőre lágyuló műanyagok lehűlés után szilárd állapotba kerülnek.
Duroplasztika
A duroplasztok sokkal nehezebbek és törékenyebbek, mint a hőre lágyuló műanyagok.
- Melegítéskor szilárdságuk nagyjából változatlan marad.
- A kritikus hőmérséklet túllépése esetén a kemény műanyagok megsemmisülnek.
- A hűtés nem állítja vissza őket eredeti állapotukba.
Ford által használt műanyagok
| Rövidítés | Név |
| ABS. | Akrilnitril-butadién-sztirol (polimer) |
| PA | Poliamid |
| PC | Polikarbonát |
| PP | Polipropilén |
| PP/EPDM | Polipropilén / etilén propilén gumi |
| PC/PBT | Polikarbonát/polibutilén-tereftalát |
| PBT/PC | Polibutilén-tereftalát / polikarbonát |
| PUR | poliuretán |
| GF | üvegszál erősítésű |
Műanyag azonosítás
Ha a műanyagon nincs jelölés, annak típusa két különböző eljárással/technikával határozható meg:
- szemrevételezés
- Mechanikai ellenőrzés
A műanyaghegesztés elvégzéséhez a műanyag típusának azonosítása szükséges a megfelelő hegesztőelektróda helyes használatának megállapításához.
Szemrevételezés
A szemrevételezéses ellenőrzések elsősorban a PUR és GRP anyagok azonosítását szolgálják. Hőre lágyuló elemek (pl lökhárítók) gyakran foltosak, ezért azonosításuk nehézkes.
Azonosítási jellemzők:
- PUR: Ha repedések vagy hasonló károsodások keletkeznek, pórusok láthatók a habban.
- GRP: felismerhető üvegszálas szerkezet a belső oldalon.
Mechanikai ellenőrzés
- Keménységi fok; minél magasabb a hangszín, annál keményebb a műanyag.
- Rugalmasság (rugalmasság); minél visszafogottabb a tónus, annál nagyobb a műanyag rugalmassága.
MEGJEGYZÉS: A mechanikai ellenőrzések azonosíthatják a műanyag csoportot, de nem a műanyag típusát.
A kárstatisztikának megfelelően a műanyag lökhárítókat leggyakrabban javítják.
MEGJEGYZÉS: Ha poliuretán (hab) belülről a lökhárító külső héjához ragasztva ezt a PUR habot nem szabad eltávolítani javítás céljából. Ha súlyos sérülések, például repedések vagy a külső héj megrepedése láthatók, ne végezzen javításokat a habszivacs területén. A szabály erre az esetre: cserélje ki az elemet.
A műanyag lökhárítók külső héja főleg hőre lágyuló anyagokból áll. A sérülés mértékétől és a hozzáférhetőségtől függően a következő javítási eljárások alkalmazhatók:
- Termoelasztikus kötszer
- Ragasztás
- Hegesztés
Termoelasztikus kötszer
A lökhárítókon gyakran vannak deformációk, amelyek a rugalmas zónában fordulnak elő. Általában horpadások, bemélyedések és hajlítások formájában jelentkeznek. Sok ilyen deformáció (pl a lökhárítóban) azonnal vagy egy idő után eltűnnek. Ez az önjavítás a sérülés mértékétől és a hőmérséklettől függ. A legtöbb sík deformáció a rugalmas zónában megszűnik (az elem alakja visszanyeri eredeti alakját) ha forró levegősugárral hevítik (műszaki hőlégfegyver).
Síkok rugalmas alakváltozásai
MEGJEGYZÉS: A szükséges hőhatás a műanyag típusától függ. A fűtést nem szabad a rugalmas zónán kívül végezni. A képlékeny alakváltozás nem fordítható vissza. Soha ne használjon nyílt tüzet!
A síkban lévő bemélyedéseket vagy bemélyedéseket egyenletesen fel kell melegíteni körülbelül 200°C-ra műszaki hőlégpisztollyal, és lehetőség szerint felváltva mindkét oldalról hőt adni. Ha nem viszi túlzásba a hőt, az alakváltozás megszűnik, és az elem felülete visszanyeri eredeti formáját.
Az öltözködést bizonyos mértékig meg lehet támasztani mechanikus eszközökkel, például kalapácsnyéllel, műanyag ékkel stb.
Kiterjesztett repedések és csavarodás
Ha a sérülési zónában kiterjedt repedések vagy akár csavarodások vannak, a termoelasztikus egyengetés lehetőségei korlátozottak. Az ilyen típusú sérülésekre a ragasztással történő javítás a legalkalmasabb.
- Az anyag feszülésének elkerülése érdekében vágja le a repedt vagy csavarodott területeket (fémfűrész segítségével).
- Melegítsük fel a bevágást körülbelül 200°C-ra (egyenletesen, kívül-belül) és egy keskeny spatula vagy kalapácsnyél segítségével korrigálja az alakot az eredeti formájára.
Műanyag hegesztés
MEGJEGYZÉS: Ne hegesszen műanyagot a habszivacs területen.
A műanyag hegesztés a legmegfelelőbb módja a műanyag lökhárítók repedéseinek javítására, ahol a sérült terület hátulja nem alkalmas ragasztás javítására. Példák: Bordás szakasz, dobozrész, keskeny lekerekített szakaszok megerősített területeken.
Szükséges eszközök és anyagok
A szervizben kapható eszközökön kívül (például kaparók, darálók stb.) A műanyag hegesztéshez a következő eszközök szükségesek:
- Műszaki hőlégpisztoly (körülbelül 1500 W)
- hegesztőfúvókák
- Különféle hegesztő elektródák
- Maró W 5,5 mm hornyok hegesztéséhez.
- Szív alakú kaparó.
Műanyag hegesztőpisztoly
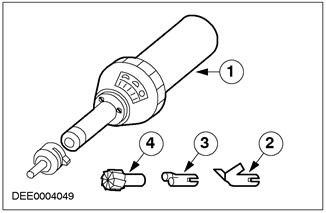
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Műanyag hegesztőpisztoly |
| 2 | - | Fúvóka a gyors hegesztéshez |
| 3 | - | ékes fúvóka (rögzített fúvóka) |
| 4 | - | végmaró |
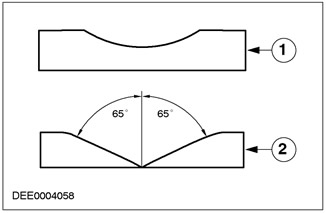
A javítás helyszínének előkészítése (rés)
Készítse elő a repedés helyét a V-horonyos hegesztéshez.
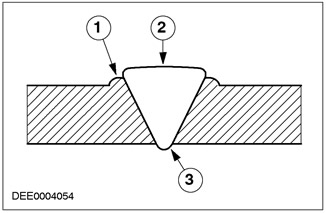
V-hornyos hegesztés
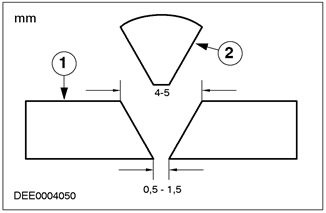
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Javítandó alkatrész |
| 2 | - | hegesztő töltőanyag (bizonyos formája) |
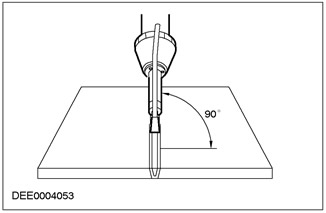
V-hornyos hegesztés előkészítése:
- Kaparóval készítsen hornyot a hegesztéshez (végmaró).
- Tartsa a 60°- 70°csatlakozási szöget.
MEGJEGYZÉS: Fúrja ki a repedés végét (3 mm átmérőjű fúró), amely megakadályozza a további repedést. A hegesztés megkezdése előtt olyan helyen, ahol az élek egyenetlenek, rögzítse a repedés elejét fogóval.
- Fúrja ki a repedés végét.
Műszaki hőlégpisztoly és hegesztőelektróda készítése
Alakítsa át a forrólevegős pisztolyt műanyag hegesztőpisztollyá (kiterjesztett fúvóka és gyorshegesztő fúvóka).
Állítsa be a hegesztési hőmérsékletet (200°C -700°C) az előírt értékeknek megfelelően.
Hegesztési hőmérséklet
A hegesztési hőmérsékletet két tényező határozza meg:
- Műanyag típus
- Hegesztőelektróda vastagsága
A legfontosabb anyagok értékei és a hagyományos hegesztőelektróda vastagsága (5,7 mm x 3,7 mm)
|
Hőre lágyuló műanyag |
Hegesztési hőmérséklet °C-ban ( előírt értéket) |
A műanyag hegesztőpisztoly vezérlőpotenciométerének beállítása |
|
|
Ékfúvóka |
5,7 mm-es gyorshegesztő fúvóka |
||
|
ABS. |
350 |
4,5 |
5,3 |
|
PP |
300 |
3,8 |
4,5 |
|
PP/EPDM |
300 |
3,8 |
4,5 |
|
PBT/PC |
300 |
3,8 |
4,5 |
|
PA |
400 |
5,1 |
5,6 |
|
PC |
350 |
4,5 |
5,3 |
|
PC/PBTP |
350 |
4,5 |
5,3 |
- PBT/PC műanyagot csak PP hegesztőelektródával hegeszthet.
- Az üvegszál erősítésű műanyag nem hegeszthető.
- A Ford Ka kékre festett műanyag alkatrészek nem festhetők, ezért nem alkalmasak műanyag alkatrészek javítására.
A műanyag hegesztőpisztoly hátsó oldala
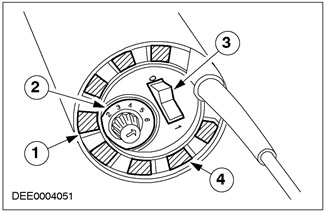
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Levegőbeszívó nyílás |
| 2 | - | Hőmérséklet-szabályozó egység |
| 3 | - | Kapcsoló |
| 4 | - | Légáramlás kapcsoló |
- Ezek a hőmérsékletek a műanyag hegesztőpisztoly levegőhőmérséklete. Az anyag hőmérséklete sokkal alacsonyabb.
- A hőmérséklet beállításakor kövesse a gyártó utasításait.
- Előzetesen 3-4 percen belül melegítse fel a hegesztőberendezést a kívánt hegesztési hőmérsékletre.
- Készítsen elülső ferde szöget a hegesztőelektródán, hogy biztosítsa a horony elejének fokozatos feltöltését (repedések).
Hegesztés
Műanyag hegesztéskor a következő követelményeket kell betartani:
- A megfelelő hőmérséklet
- Hegesztési sebesség egyenletessége
- Üzemi nyomás egyenletessége
Helyezze be a ferde hegesztőelektródát a gyorshegesztő fúvóka fűtött előmelegítő kamrájába, amíg a hegesztő elektróda hegye ki nem emelkedik hátulról.
A gyorshegesztő fúvóka igazítása
A gyorshegesztő fúvóka hátoldalának hosszirányban párhuzamosnak kell lennie a javítandó felülettel. A hosszirányú párhuzamos elrendezés a hegesztőberendezés megfelelő megdöntésével érhető el.
A műanyag hegesztőpisztoly helyzete
- Mozgassa a pisztolyt műanyaghegesztéshez úgy, hogy a hegesztőelektróda pontosan függőlegesen helyezkedjen el a horonyhoz képest.
- A hegesztési eljárás akkor kezdhető meg, ha a hegesztőelektróda és a hegesztendő műanyag képlékeny állapotban van.
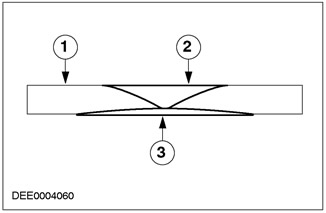
Hegesztési varrat
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | hegesztési varrat |
| 2 | - | A hegesztés megerősítése |
| 3 | - | Hegesztési alap |
MEGJEGYZÉS: Az optimális ragasztás akkor érhető el, ha a varrat széle mentén kicsi és egyenletes varratperem alakul ki. Nagyon fontos a repedés áthegesztése. Ellenőrizze a hegesztési varrat a hátoldalon, és szükség esetén ismételje meg a hegesztést.
A hegesztés közbeni üzemi nyomás csak a hegesztőelektródára vonatkozik.
Hegesztési hibák
Deformáció:
- A javítási terület túlmelegedett.
- Feszültség jelenléte az anyagban alkatrészek hegesztésekor.
- A műanyag elem túl vékony.
Rossz hegesztés:
- Túl alacsony hegesztési hőmérséklet.
- Túl nagy hegesztési sebesség.
- Különféle anyagok hegesztése.
Eltemetett hegesztési varrat:
- Túl széles horony a repedés mentén
- Túl magas hegesztési hőmérséklet.
A hegesztés befejezése
- Lehűlés után a hegesztési varrat kidudorodását sarokcsiszolóval és P80-as csiszolópapírral lehet eltávolítani.
- Ezután kézi csiszolóval és P120-P220 csiszolópapírral lapos csiszolást kell végezni.
- Tisztítsa meg a megmunkált javított felületet műanyag tisztítószerrel.
- Vigyen fel vékony réteg műanyag alapozót a javított felületre.
Dugattyús műanyag hegesztés
A dugattyús műanyaghegesztés az előnyben részesített módszer a repedések javítására a nehezen hozzáférhető helyeken.
- Dugattyús hegesztésnél a hegesztőelektróda szabadon mozog.
- Hasonló a horony előkészítése egy repedés mentén.
Hegesztés
- A műanyag hegesztőpisztoly csak hosszabbító fúvókával van felszerelve.
- A hegesztőelektróda és a repedés mentén lévő horony függőleges, oda-vissza mozgó mozdulatokkal képlékeny állapotba kerül.
- A hegesztő elektróda műanyag állapotban függőlegesen van behelyezve a horonyba.
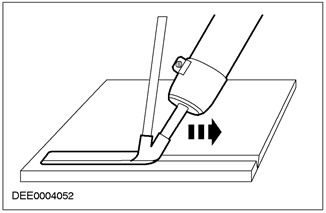
Dugattyús hegesztés
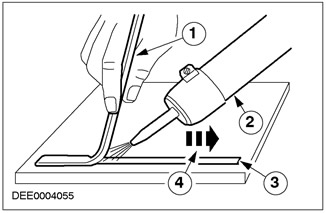
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | hegesztő elektróda |
| 2 | - | Műanyag hegesztőpisztoly |
| 3 | - | hegesztőhorony |
| 4 | - | A hegesztés iránya |
A dugattyús hegesztés során a következő követelményeket kell betartani:
- A hegesztőelektróda és a hegesztőhorony egyenletes melegítése.
- Egyenletes hegesztési sebesség.
- Függőleges elrendezés és egyenletes nyomás a hegesztőelektródán.
Az összes többi javítási művelet leírása a Fejezetben található. «Műanyag hegesztés - Hegesztési befejezés».
Műanyag ragasztás
Általános információ
A ragasztási technológiának van néhány előnye a hegesztési technológiával szemben:
- A hőre lágyuló elasztomer csoporton belül minden félmerev segédanyag (például lökhárítók, első rácsok stb.) azonosítás nélkül javítható.
- Minden hőre lágyuló elemhez kétkomponensű, poliuretán alapú ragasztót kell használni.
- Az eredeti mechanikai tulajdonságok biztosítása érdekében a hornyokhoz (repedéseknél, maximum 100 mm-ig) és törések, erősítő szalagok rögzíthetők.
Szükséges eszközök és felszerelések
A hőre lágyuló műanyag elemek ragasztásához a festőműhelyből származó szerszámok és berendezések használhatók. A repedések és karcolások tisztítására sarokcsiszolókat és szalagcsiszolókat használhat. Finomcsiszoláshoz szívásos kézi felületi csiszolókat használnak. Az infravörös melegítő garantálja a gyors és hatékony szárítást.
Javítókészlet műanyag alkatrészekhez
- Műanyag tisztító oldat
- műanyag alapozó
- Ragasztó javító készlet
- Három dupla patron
- Három emulziós cső
- Fém erősítő szalagok
- erősítő szál
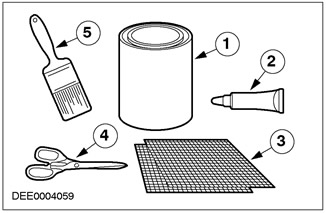
Szerszámok és tartozékok
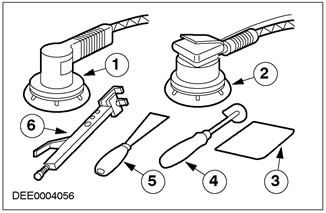
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Sarokcsiszoló fordulatszám változtatással |
| 2 | - | Felületi csiszoló |
| 3 | - | Műanyag gitt |
| 4 | - | Kaparó |
| 5 | - | Spatula a festékhez |
| 6 | - | fogó |
A javítás helyszínének előkészítése (karcolások)
Javítás előtt tisztítsa meg a műanyag részeket mindkét oldalon nagynyomású tisztítóoldattal, majd szárítsa meg.
Tisztítsa meg a javítandó felületet műanyag tisztítószerrel.
Egy karcolás csiszolása
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Karcolás előkészítése |
| 2 | - | Repedés előkészítése |
- A karcolásokat óvatosan kell csiszolni, ügyelve a síkságra és kézi felületi csiszolóval. Csiszolópapír, szemcsés P80 - P120
- Finomcsiszolás kézi csiszolóval: csiszolópapír, szemcsés P120
MEGJEGYZÉS: Tisztításkor viseljen védőkesztyűt. Alaposan tisztítsa meg a javítási területet műanyag tisztítószerrel és papírtörlővel.
- Permetezze egyenletesen a műanyag alapozót a javítási területre.
A javítás helyszínének előkészítése (repedések)
- Az elülső repedést sarokcsiszolóval vagy szalagcsiszolóval csiszolja úgy, hogy az lapos legyen. Csiszolófelület 40-60 mm széles
- Csiszoljon kézi csiszolóval. Csiszolópapír: szemcseméretű P120.
- Dörzsvége repedés (átmérője 3 mm), hogy megakadályozzuk a további repedéseket.
- Törölje le a hátoldalát a repedés mentén.
- Tisztítsa meg a javítási területet mindkét oldalon műanyag tisztítószerrel és papírtörlővel.
- Permetezze egyenletesen a műanyag alapozót a javítási területre.
Ragasztás előkészítése
- A kétkomponensű ragasztót kézi pisztollyal hordják fel a megtisztított és alapozott javítási területre.
- A pisztoly karjának működtetése a gyantát és a keményítőt a kettős patronból a csatlakoztatott emulziós csőbe kényszeríti.
Kötési repedés
Még a kisebb mélyedések, például repedések is előkészületet igényelnek. A ragasztó használatához szükséges megfelelő alapozás érdekében a javítandó területet felületkezeléssel is kell ellátni. Megakadályozza a javítási terület későbbi leülepedését is.
- Tisztítás és felesleggel történő alapozás után töltse fel a karcolás üregét ragasztóval.
- A felhordás során az emulziós cső végét a ragasztóba kell mártani, hogy megakadályozzuk a levegő bejutását.
- Hajlékony műanyag spatulával terítse el és simítsa el a ragasztót.
- Infravörös fűtőberendezés vagy szárítókemence segítségével végezze el a ragasztó kikeményedési eljárását.
Repedés ragasztása megerősítéssel
A javítási hely megerősített, hogy növelje a csavarási ellenállást nagymértékű repedés és szakadás esetén. Ebből a célból megfelelő erősítő anyagok vannak rögzítve a hátoldalon (fémszalagok, erősítő szálak).
- Zárja le az elülső oldalon lévő repedést PE-lemezzel és ragasztószalaggal.
- A hátoldalon műanyag ragasztóval töltse fel a repedés mentén kialakított hornyot.
- Egy széles erősítőszál szalag van rögzítve a ragasztóperem hornya fölé.
- A repedés végeit fémszalag rögzítésével erősítik meg, amelyet fogóval rögzítenek a műanyag elemhez.
- Ezután az erősítő anyagot a teljes felületen egyenlítse ki.
- Szárítsa meg infravörös fűtőberendezéssel vagy szárítószekrényben.
- A PE-lemez megakadályozza, hogy a repedés elejétől a felesleges ragasztó ne kerüljön fel.
- Távolítsa el a PE lapot, miután a ragasztó megszáradt.
- Kenje be a ragasztóval a javítási területet az elülső oldalon.
- Végezze el a kikeményedési folyamatot infravörös fűtőberendezéssel vagy szárítókemencével.
- Hűtse le a ragasztót szobahőmérsékletre, hogy ne leváljon a ragasztó csiszoláskor, és ne kopjon a csiszolópapíron.
Őrlés
MEGJEGYZÉS: Száraz csiszoláshoz használjon szívó- és pormaszkot.
- Csiszolja le a szabaddá vált ragasztót kézi csiszolóval. Csiszolópapír: szemcsés P120 - P220.
- A ferdeségek és az ívelt szakaszok manuális finomítása.
- Használjon csiszolópárnát a festett felületek érdesítéséhez.
- Alaposan tisztítsa meg a műanyag elemet műanyag tisztítószerrel és papírtörlővel.
MEGJEGYZÉS: Alaposan szárítsa meg a műanyag alapozót (matt bevonat).
- Permetezzen vékony réteg műanyag alapozót a javítási területre és a csiszolt területekre a 2K gitt későbbi felhordásához.
Kétkomponensű gitt felhordása
A széleken a porozitás elkerülése és az egyenetlenségek kisimítása érdekében célszerű 2K gitt felhordani (MS, HS) rugalmasságot növelő adalékanyaggal.
- Száradás után hűtse le a 2K gitt szobahőmérsékletre, és csiszolja le kézi csiszolóval és finom csiszolópapírral.
- Manuálisan (nedves módon) finom szemcsés csiszolópapírral finomítsa a ferde és ívelt területeket.
- Ellenőrizze a javítási hely domborítását, és javítsa ki, ha a domborítás egyenetlen.
- A festést a gyártó utasításai szerint végezze.
GRP javítások
Általános információ
A GRP anyag kemény és mechanikai tulajdonságait tekintve törékeny. Ezeknek a mechanikai tulajdonságoknak köszönhetően a repedések és törések gyakran súlyos károkat okoznak. A GRP elemek stabilitása és biztonsága romlik, ha az üvegszál erősítés megreped. Az elem kialakítását befolyásoló súlyos sérülések esetén ezeket az elemeket ki kell cserélni. kisebb sérülés (kopás típusa, repedések 80 mm-ig, lyukak körülbelül 60 mm átmérőig stb.) a műszaki és megjelenési előírásoknak megfelelően javítható, feltéve, hogy a sérülés nem erősen igénybe vett vagy nehezen elérhető helyen található. A kiváló javítási minőség érdekében tartsa be a következő pontokat:
- A szobahőmérsékletnek legalább 15°C-nak kell lennie, a levegőnek pedig a lehető legszárazabbnak kell lennie.
MEGJEGYZÉS: Ujjlenyomatok maradnak a fólián, ami megakadályozza a megfelelő csatlakozást.
- A javítási helyet alaposan meg kell szárítani és meg kell tisztítani.
- Javítás előtt a javítandó GRP elemet infrafűtővel vagy szárítókemencével meg kell szárítani.
- Nagy repedések és törések esetén a külső héj szilárdsága visszaállítható a hátoldali erősítőanyag felhasználásával.
Szükséges eszközök és tartozékok
- fémfűrész (karosszériafűrész) repedések elkülönítésére.
- Axiális csiszoló, sarokcsiszoló vagy szalagcsiszoló a javítási terület csiszolásához.
- Felületi csiszoló a javítófelület csiszolásához és polírozásához.
- Kézi csiszoló kis felületek csiszolásához.
Helyszíni csiszolás javítása
- Végezze el a furat szélét V-alakú és lapos formára sarokcsiszolóval és P80-P120-as csiszolópapírral.
- Távolítsa el a gitt és a festék rétegeit.
- Ha repedések keletkeztek, azokat a repedés tövénél 3 mm-rel polírozzák. Ez megszünteti a belső stresszt.
- A gondos, lapos csiszolás elengedhetetlen a javítóanyag későbbi tapadásának biztosításához.
MEGJEGYZÉS: A felületet kézzel kell csiszolni.
- A sarokcsiszolóval végzett köszörülés hőleadással jár, ami a gyanta felületi szerkezetének megváltozását idézi elő. Ez rossz tapadáshoz vezet.
GRP javítási alkatrészek
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | poliészter gyanta |
| 2 | - | Keményítő |
| 3 | - | Üvegszálas szőnyegek |
| 4 | - | Olló |
| 5 | - | Kefe |
Poliészter gyanta felhordása
A poliészter gyantát összekeverik egy keményítővel, és egy ecsettel vékony réteget visznek fel a tiszta javítási területre.
Helyezzen be üvegszálas szőnyeget
- Vágja le az üvegszálas szőnyeget a kívánt méretre, és helyezze be a felhordandó poliészter gyantába.
- Vigyen fel több poliészter gyantát az üvegszálas szőnyegre, és adjon hozzá egy második vagy harmadik szőnyeget, ha szükséges.
MEGJEGYZÉS: Merítse teljesen az üvegszálas szőnyeget a poliészter gyantába. Levegő nem lehet jelen a javítási területen.
- Vigyen fel poliészter gyantát ecsettel.
- Hagyja a poliészter gyantát szobahőmérsékleten megszáradni.
- Hátulról erősítse meg a nagy repedéseket és szakadásokat erősítőanyaggal, hogy helyreállítsa a külső héj szilárdságát.
Gitt alkalmazás
- Az elülső oldalon lévő mélyedések poliészter töltőanyaggal vannak kitöltve, hogy sima, lapos felületet biztosítsanak.
- Szükség esetén ismételje meg.
Vigyen fel gitt
| Pozíció. | Pótalkatrész sz | Név |
| 1 | - | Javítható GRP elem |
| 2 | - | Poliészter gitt |
| 3 | - | üvegszálas betét |
Utolsó gitt felhordás
Helyezze vissza a felület domborzatát poliészter gitt felhordásával.
Csiszolás kézi csiszolóval
- Távolítsa el a kiálló poliészter anyagot kézi csiszolóval. Csiszolópapír szemcséje P120 - P220.
- A javított felület csiszolás után festhető.
Elővigyázatossági intézkedések
- A poliészter gyanta, ragasztók, oldószerek és hígítók gyúlékonyak, ezért nyílt lángtól vagy lángtól távol kell tartani.
- A vágási és köszörülési műveleteket csak elszívó szellőzéssel ellátott helyiségekben szabad elvégezni (balekok).
- Ha nem állnak rendelkezésre szívórendszerrel rendelkező helyiségek, csak szívórendszerrel rendelkező szerszámokat használjon.
- Nagyon fontos a védőfelszerelés, például kesztyű, védőszemüveg, kötény és légzőkészülék használata.
További információkért lásd az 501-25A / 501-25B / 501-25C / 501-25D / 501-25E / 501-25F / 501-25G szakaszt. Ugyancsak fontos betartani az összes vonatkozó előírást, egészségügyi és biztonsági törvényt, információs lapokat, biztonsági megjegyzéseket és ajánlásokat az izocianát-észtert, poliésztergyantát, oldószereket és hígítókat tartalmazó ragasztók kezelésére vonatkozóan.
Látogatói megjegyzések