Садржај: Опште информације ↳ термопластика (пластомери) ↳ дуропластика ↳ Пластика коју користи Форд ↳ Пластична идентификација ↳ визуелни преглед ↳ Механичка провера ↳ Термоеластична облога ↳ Еластичне деформације равни ↳ Проширене пукотине и увијање ↳ Заваривање пластике ↳ Потребни алати и материјали ↳ Пиштољ за заваривање пластике ↳ Припрема места за поправку (црацк) ↳ Заварени спој са В-обликована… ↳ Припрема техничког пиштоља за врући… ↳ температура заваривања ↳ Вредности за најважније материјале и… ↳ Задња страна пластичног пиштоља за… ↳ Заваривање ↳ Поравнавање млазнице за брзо… ↳ Положај пиштоља за заваривање… ↳ Заварени шав ↳ Грешке у заваривању ↳ Завршни заваривање ↳ Клипно заваривање пластике ↳ Заваривање ↳ Покретно заваривање ↳ Пластично везивање ↳ Инструменти и помоћна опрема ↳ Припрема места за поправку… ↳ Брушење огреботине ↳ Припрема места за поправку (пукотине) ↳ Припрема везивања ↳ везивна пукотина ↳ Лепљење пукотине помоћу арматуре ↳ млевење ↳ Примена двокомпонентног кита ↳ ГРП поправке ↳ Потребни алати и прибор ↳ Поправка брушења места ↳ Компоненте за поправку ГРП-а ↳ Примена полиестерске смоле ↳ Уметните простирку од фибергласа ↳ Наношење кита ↳ Нанесите кит ↳ Завршно наношење кита ↳ Брушење са коришћењем… ↳ Мере предострожности ↳
Опште информације
Због разлика у дизајну, поправка пластичних елемената укључује различите методе поправке:
- Термопластична облога
- Заваривање пластике (ПЦ, ПП/ЕПДМ, итд.)
- Пластично везивање (сви пластични делови)
- Пластична ламинација (само ГРП елементи са полиестерском смолом)
Приликом извођења поправки, карактеристике пластике су од великог значаја. Могу се разликовати две главне групе:
- термопластика (пластомери или термопласти)
- дуропластика (термореактивна пластика)
термопластика (пластомери)
- Топлота изазива прелазак термопласта из чврстог стања у термоеластично, а затим у термопластично стање.
- Након што се термопласти охладе, враћају се у чврсто стање.
дуропластика
Дуропластика је много тежа и ломљивија од термопласта.
- Када се загреју, њихова снага остаје углавном непромењена.
- Када се прекорачи критична температура, дуропластика се уништава.
- Хлађење их неће вратити у првобитно стање.
Пластика коју користи Форд
| Скраћеница | Име |
| ABS. | Акрилонитрил бутадиен стирен (полимер) |
| PA | полиамид |
| PC | Поликарбонат |
| PP | полипропилен |
| PP/EPDM | Полипропилен / етилен пропилен гума |
| PC/PBT | Поликарбонат/полибутилен терефталат |
| PBT/PC | Полибутилен терефталат / поликарбонат |
| PUR | полиуретан |
| GF | армирано стаклопластиком |
Пластична идентификација
Ако пластика нема никакву ознаку, њен тип се може одредити помоћу две различите процедуре/технике:
- визуелни преглед
- Механичка провера
За заваривање пластике потребна је идентификација врсте пластике како би се утврдила правилна употреба одговарајуће електроде за заваривање.
визуелни преглед
Визуелне инспекције углавном служе за идентификацију ПУР и ГРП материјала. Термопластични елементи (нпр. браници) често обојени и стога је њихова идентификација тешка.
Карактеристике идентификације:
- ПУР: Ако се појаве пукотине или слична оштећења, видљиве поре у пени.
- ГРП: препознатљива структура од фибергласа изнутра.
Механичка провера
- Степен тврдоће; што је тон већи, пластика је тврђа.
- Еластичност (еластичност); што је тон пригушенији, то је већа еластичност пластике.
НАПОМЕНА: Механичке провере могу идентификовати пластичну групу, али не и врсту пластике.
У складу са статистиком оштећења, најчешће се поправљају пластични браници.
НАПОМЕНА: Ако је полиуретан (пена) залепљена за спољни омотач браника са унутрашње стране, ову ПУР пену не треба уклањати ради поправке. Ако постоји озбиљна оштећења као што је пуцање или цепање спољашњег омотача, немојте вршити никакве поправке на подручју пене. Правило за овај случај је: замените елемент.
Спољни омотач пластичних браника углавном се састоји од термопластичних материјала. У зависности од степена оштећења и приступачности, могу се применити следећи поступци поправке:
- Термоеластична облога
- Лепљење
- Заваривање
Термоеластична облога
Браници често имају деформације које се јављају у еластичној зони. Обично имају облик удубљења, удубљења и кривина. Многе од ових деформација (на пример у бранику) или одмах или после неког времена нестају. Ова самопоправка зависи од степена оштећења и температуре. Већина равнинских деформација у еластичној зони је елиминисана (облик елемента се враћа у првобитни облик) када се загреје млазом врелог ваздуха (технички пиштољ за врући ваздух).
Еластичне деформације равни
НАПОМЕНА: Потребно излагање топлоти зависи од врсте пластике. Грејање не треба вршити изван еластичне зоне. Пластична деформација се не може преокренути. Никада не користите отворену ватру!
Удубљења или удубљења у равни треба равномерно загрејати на приближно 200°Ц помоћу техничког пиштоља за врући ваздух и, ако је могуће, наизменично загревати са обе стране. Ако не претерујете са топлотом, деформација ће бити елиминисана и површина елемента ће се вратити у првобитни облик.
У одређеној мери, облачење се може подржати помоћу механичких алата као што су дршка чекића, пластични клин итд.
Проширене пукотине и увијање
Ако у зони оштећења постоје проширене пукотине или чак увијање, могућности термоеластичног исправљања су ограничене. За ову врсту оштећења најпогоднија је поправка лепљењем.
- Да бисте спречили напетост у материјалу, одрежите напукнуте или уврнуте површине (користећи ножну тестеру).
- Загрејте зарез на приближно 200°Ц (равномерно, споља и изнутра) и исправите облик у првобитни облик помоћу уске лопатице или дршке чекића.
Заваривање пластике
НАПОМЕНА: Немојте заваривати пластику у области пене.
Заваривање пластике је најпогоднији начин за поправку пукотина на пластичним браницима где задња страна оштећеног подручја није погодна за поправку лепљења. Примери: Ребрасти пресек, кутијасти пресек, уски заобљени делови у ојачаним деловима.
Потребни алати и материјали
Поред алата који су доступни у сервису (као што су стругачи, брусилице итд.) За заваривање пластике потребни су следећи алати:
- Технички пиштољ за врући ваздух (око 1500 В)
- млазнице за заваривање
- Разне електроде за заваривање
- Глодало Ш 5,5 мм за заваривање жлебова.
- Стругалица у облику срца.
Пиштољ за заваривање пластике
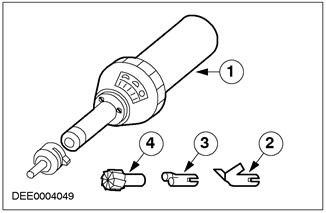
| Пос. | Резервни део бр | Име |
| 1 | - | Пиштољ за заваривање пластике |
| 2 | - | Млазница за брзо заваривање |
| 3 | - | клинаста млазница (фиксна млазница) |
| 4 | - | крајњи млин |
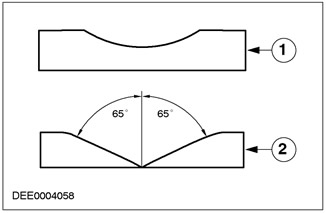
Припрема места за поправку (црацк)
Припремите место пукотине за заваривање у жлебовима у В.
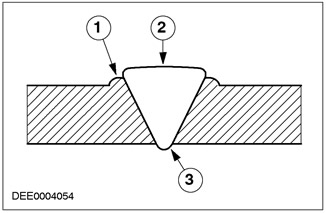
Заварени спој са В-обликована разделкой ивица
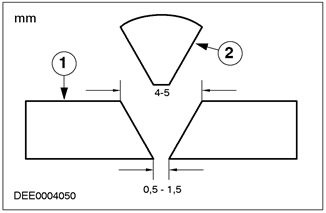
| Пос. | Резервни део бр | Име |
| 1 | - | Део за поправку |
| 2 | - | пунило за заваривање (одређени облик) |
Припрема заваривања В-жљебова:
- Направите жлеб за заваривање помоћу стругача (крајњи млин).
- Одржавајте угао везе од 60°- 70°.
НАПОМЕНА: Избушите крај пукотине (бушилица пречника 3 мм), што спречава даље пуцање. Пре него што започнете заваривање на месту где је поравнање ивица неуједначено, поправите почетак пукотине помоћу клешта.
- Избушите крај пукотине.
Припрема техничког пиштоља за врући ваздух и електроде за заваривање
Претворите пиштољ за врући ваздух у пластични пиштољ за заваривање (продужена млазница и млазница за брзо заваривање).
Подесите температуру заваривања (200°C -700°C) у складу са прописаним вредностима.
температура заваривања
Температуру заваривања одређују два фактора:
- Пластични тип
- Дебљина електроде за заваривање
Вредности за најважније материјале и дебљину конвенционалне електроде за заваривање (5,7 мм к 3,7 мм)
|
Термопластика |
Температура заваривања у °Ц ( прописана вредност) |
Подешавање контролног потенциометра за пластични пиштољ за заваривање |
|
|
Клинаста млазница |
5,7 мм млазница за брзо заваривање |
||
|
ABS. |
350 |
4,5 |
5,3 |
|
PP |
300 |
3,8 |
4,5 |
|
PP/EPDM |
300 |
3,8 |
4,5 |
|
PBT/PC |
300 |
3,8 |
4,5 |
|
PA |
400 |
5,1 |
5,6 |
|
PC |
350 |
4,5 |
5,3 |
|
PC/PBTP |
350 |
4,5 |
5,3 |
- Заварите ПБТ/ПЦ пластику користећи само ПП електроду за заваривање.
- Пластика ојачана стакленим влакнима не може се заварити.
- Пластичне компоненте Форд Ка обојене плавом бојом не могу се фарбати и стога нису погодне за поправку пластичних компоненти.
Задња страна пластичног пиштоља за заваривање
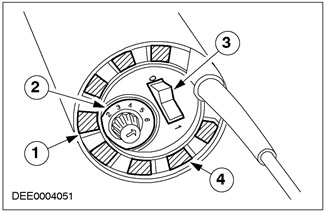
| Пос. | Резервни део бр | Име |
| 1 | - | Отвор за довод ваздуха |
| 2 | - | Јединица за контролу температуре |
| 3 | - | Свитцх |
| 4 | - | Прекидач протока ваздуха |
- Ове температуре су температура ваздуха за пластични пиштољ за заваривање. Температура материјала је много нижа.
- Пратите упутства произвођача када подешавате температуру.
- Прелиминарно, у року од 3-4 минута, загрејте опрему за заваривање на жељену температуру заваривања.
- На електроди за заваривање направите предњи нагиб како бисте обезбедили постепено пуњење на почетку жлеба (пукотине).
Заваривање
Приликом заваривања пластике морају се поштовати следећи захтеви:
- Тачна температура
- Уједначеност брзине заваривања
- Уједначеност радног притиска
Уметните закошену електроду за заваривање у загрејану комору за претходно загревање млазнице за брзо заваривање све док врх електроде за заваривање не изађе са задње стране.
Поравнавање млазнице за брзо заваривање
Повратна страна млазнице за брзо заваривање треба да буде паралелна са површином која се поправља у уздужном правцу. Паралелни распоред у уздужном правцу постиже се одговарајућим нагибом опреме за заваривање.
Положај пиштоља за заваривање пластике
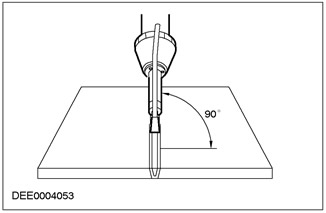
- Померити пиштољ за заваривање пластике тако да се електрода за заваривање налази тачно вертикално у односу на жлеб.
- Поступак заваривања се може започети када су електрода за заваривање и пластика за заваривање у пластичном стању.
Заварени шав
| Пос. | Резервни део бр | Име |
| 1 | - | Заваривање |
| 2 | - | Ојачање завара |
| 3 | - | Подлога за заваривање |
НАПОМЕНА: Оптимално везивање се постиже када се дуж ивице вара формира мала и уједначена зрна вара. Веома је важно заварити пукотину. Проверите заварени шав на полеђини и поновите заваривање ако је потребно.
Радни притисак током заваривања примењује се само на електроду за заваривање.
Грешке у заваривању
деформација:
- Простор за поправку је био прегрејан.
- Присуство напетости у материјалу приликом заваривања делова.
- Пластични елемент је превише танак.
Лош завар:
- Прениска температура заваривања.
- Превисока брзина заваривања.
- Заваривање разних материјала.
Закопан шав:
- Преширок жлеб дуж пукотине
- Превисока температура заваривања.
Завршни заваривање
- Након хлађења, избочење вара може се уклонити помоћу угаоне брусилице и брусног папира П80.
- Затим се врши равно брушење помоћу ручне брусилице и брусног папира П120 - П220.
- Очистите обрађену поправљену површину помоћу раствора за чишћење пластике.
- Нанети танак слој пластичног прајмера на поправљену површину.
Клипно заваривање пластике
Клипно заваривање пластике је пожељна метода за поправку пукотина на тешко доступним местима.
- Код реципрочног заваривања, електрода за заваривање се слободно креће.
- Припрема жлеба дуж пукотине је слична.
Заваривање
- Пластични пиштољ за заваривање је опремљен само продужетком.
- Електрода за заваривање и жлеб дуж пукотине долазе у пластично стање помоћу вертикалних повратних кретања.
- Електрода за заваривање у пластичном стању је вертикално уметнута у жлеб.
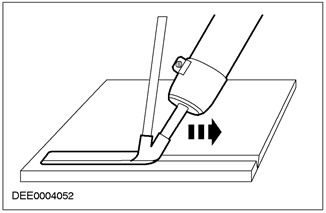
Покретно заваривање
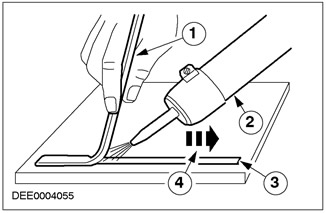
| Пос. | Резервни део бр | Име |
| 1 | - | електрода за заваривање |
| 2 | - | Пиштољ за заваривање пластике |
| 3 | - | жлеб за заваривање |
| 4 | - | Правац заваривања |
Приликом извођења реципрочног заваривања морају се поштовати следећи захтеви:
- Равномерно загревање електроде за заваривање и жлеба за заваривање.
- Уједначена брзина заваривања.
- Вертикални распоред и равномеран притисак на електроду за заваривање.
Све остале радње поправке описане су у Погл. «Заваривање пластике - завршна обрада завара».
Пластично везивање
Опште информације
Технологија лепљења има неке предности у односу на технологију заваривања:
- Унутар групе термопластичних еластомера, сви полукрути помоћни материјали (као што су браници, предње решетке итд.) може се поправити без идентификације.
- За све термопластичне елементе треба користити двокомпонентни лепак на бази полиуретана.
- Да би се обезбедила оригинална механичка својства, до жлебова (на пукотинама, до максимално 100 мм) и прегиба, могу се причврстити траке за ојачање.
Потребан алат и опрема
За лепљење термопластичних елемената могу се користити алати и опрема из фарбаре. За чишћење пукотина и огреботина можете користити угаоне брусилице и тракасте брусилице. За фино млевење користе се ручне површинске брусилице са усисом. Инфрацрвени грејач гарантује брзо и ефикасно сушење.
Комплет за поправку пластичних делова
- Решење за чишћење пластике
- прајмер за пластику
- Комплет за поправку лепка
- Три дупла кертриџа
- Три емулзионе цеви
- Металне арматурне траке
- појачавајуће влакно
Инструменти и помоћна опрема
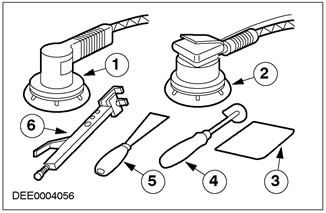
| Пос. | Резервни део бр | Име |
| 1 | - | Угаона брусилица са променом брзине |
| 2 | - | Површинска брусилица |
| 3 | - | Пластични кит |
| 4 | - | Сцрапер |
| 5 | - | Спатула за боју |
| 6 | - | клешта |
Припрема места за поправку (огреботине)
Пре поправке, очистите пластичне делове са обе стране помоћу раствора за чишћење под високим притиском, а затим их осушите.
Очистите површину коју треба поправити помоћу раствора за чишћење пластике.
Брушење огреботине
| Пос. | Резервни део бр | Име |
| 1 | - | Припрема огреботина |
| 2 | - | Припрема пукотина |
- Брушење огреботина треба бити пажљиво, осигуравајући раван и користећи ручну брусилицу за површину. Брусни папир, гранулација П80 - П120
- Фино брушење ручном брусилицом: брусни папир, гранулација П120
НАПОМЕНА: Носите заштитне рукавице приликом чишћења. Темељно очистите подручје поправке користећи средство за чишћење пластике и папирне убрусе.
- Попрскајте пластични прајмер равномерно преко подручја поправке.
Припрема места за поправку (пукотине)
- Избрусите пукотину на предњој страни тако да буде равна помоћу угаоне брусилице или трачне брусилице. Површина за млевење ширине 40-60 мм
- Брусите ручном брусицом. Брусни папир: гранулација П120.
- Реам крај пукотине (пречника 3 мм), да би се спречило даље пуцање.
- Обришите обрнуту страну дуж пукотине.
- Очистите област за поправку са обе стране користећи средство за чишћење пластике и папирне убрусе.
- Попрскајте пластични прајмер равномерно преко подручја поправке.
Припрема везивања
- Двокомпонентни лепак се наноси ручним пиштољем на очишћено и прајмерисано подручје поправке.
- Активирањем ручице пиштоља смолу и учвршћивач потискују из двоструког кертриџа у причвршћену емулзиону цев.
везивна пукотина
Чак и мање удубљења као што су пукотине захтевају припрему. Да би се обезбедило довољно прајмера за употребу лепка, површина која се поправља мора такође бити површинска третирана. Такође спречава накнадно таложење подручја поправке.
- Након чишћења и прајмирања са вишком, попуните шупљину огреботина лепком.
- Током процеса наношења, крај цеви за емулзију мора бити уроњен у лепак како би се спречио улазак ваздуха.
- Раширите и изравнајте лепак помоћу флексибилне пластичне лопатице.
- Вежбајте процедуру очвршћавања лепка користећи инфрацрвени грејач или пећницу за сушење.
Лепљење пукотине помоћу арматуре
Место поправке је ојачано како би се повећала отпорност на торзију у случају пуцања и пуцања у великој мери. У ту сврху на полеђини се причвршћују одговарајући материјали за ојачање (металне траке, ојачавајућа влакна).
- Затворите пукотину на предњој страни ПЕ фолијом и лепљивом траком.
- На задњој страни напуните жлеб направљен дуж пукотине пластичним лепком.
- Преко жлеба у перли лепка причвршћена је широка трака од арматурног влакна.
- Крајеви пукотине су ојачани причвршћивањем металне траке, која је помоћу клешта причвршћена за пластични елемент.
- Затим изравнајте арматурни материјал по целој површини.
- Осушите помоћу инфрацрвеног грејача или пећнице за сушење.
- ПЕ лим спречава вишак лепка са предње стране пукотине.
- Уклоните ПЕ лист након што се лепак осуши.
- Нанесите лепак преко подручја поправке на предњој страни.
- Проведите процедуру сушења користећи инфрацрвени грејач или пећницу за сушење.
- Охладите лепак на собну температуру како бисте спречили да се лепак одлепи приликом брушења и да бисте спречили хабање брусног папира.
млевење
НАПОМЕНА: Ако брусите суво, користите маску за усисавање и прашину.
- Одбрусите изложени лепак помоћу ручне брусилице. Брусни папир: гранулација П120 - П220.
- Ручно прецизирајте искошене и закривљене делове.
- Користите абразивну подлогу за храпавост обојених површина.
- Темељно очистите пластични елемент помоћу средства за чишћење пластике и папирних убруса.
НАПОМЕНА: Темељно осушите пластични прајмер (мат премаз).
- Попрскајте танак слој пластичног прајмера на подручје поправке и брушене површине за накнадно наношење 2К кита.
Примена двокомпонентног кита
Да бисте спречили појаву порозности на ивицама и изгладили неправилности, препоручљиво је нанети 2К кит (MS, HS) са додатком који повећава еластичност.
- Након сушења, охладите 2К кит на собну температуру и избрусите ручну брусилицу и фини брусни папир.
- Ручно (мокар начин) пречистите искошене и закривљене области користећи финозрнасти брусни папир.
- Проверите рељеф места поправке и исправите ако је рељеф неуједначен.
- Извршите бојење према упутствима произвођача.
ГРП поправке
Опште информације
ГРП материјал је тврд и крт у својим механичким својствима. Због ових механичких својстава, пукотине и ломови често доводе до озбиљних оштећења. Стабилност и сигурност ГРП елемената се нарушавају ако дође до пуцања арматуре стакленим влакнима. У случају озбиљних оштећења која утичу на дизајн елемента, такве елементе треба заменити. мања оштећења (врста абразије, пукотине до 80 мм, рупе пречника приближно 60 мм итд.) може се поправити у складу са техничким и изгледним стандардима, под условом да се оштећење не налази на јако коришћеним или тешко доступним местима. Да бисте осигурали одличан квалитет поправке, обратите пажњу на следеће тачке:
- Температура у просторији треба да буде најмање 15°Ц, а ваздух треба да буде што сувљи.
НАПОМЕНА: Отисци прстију остају на филму и спречавају правилно повезивање.
- Место поправке мора бити темељно осушено и очишћено.
- Пре поправке, ГРП елемент који се поправља мора се осушити помоћу инфрацрвеног грејача или сушаре.
- У случају великих пукотина и ломова, чврстоћа спољашњег омотача може се вратити употребом арматурног материјала на полеђини.
Потребни алати и прибор
- Хацксав (тестера за каросерију) да се одвоје пукотине.
- Аксијална брусилица, угаона брусилица или тракаста брусилица за брушење подручја поправке.
- Брусилица за брушење и полирање површине за поправку.
- Ручна брусилица за брушење малих површина.
Поправка брушења места
- Завршите ивицу рупе у облику слова В и раван облик помоћу угаоне брусилице и брусног папира П80 - П120.
- Уклоните слојеве кита и боје.
- Ако су настале пукотине, оне се полирају у подножју пукотине за 3 мм. Ово елиминише сваки унутрашњи стрес.
- Пажљиво, равно брушење је неопходно да би се обезбедило накнадно пријањање материјала за поправку.
НАПОМЕНА: Површина се мора брусити ручно.
- Брушење угаоном брусицом праћено је ослобађањем топлоте, што изазива промену структуре површине смоле. То доводи до лоше адхезије.
Компоненте за поправку ГРП-а
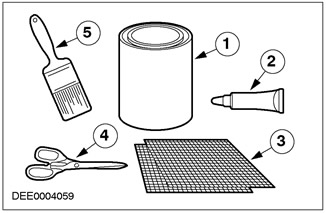
| Пос. | Резервни део бр | Име |
| 1 | - | полиестерска смола |
| 2 | - | Учвршћивач |
| 3 | - | Теписи од фибергласа |
| 4 | - | маказе |
| 5 | - | Четка |
Примена полиестерске смоле
Полиестерска смола се меша са учвршћивачем и четком се наноси танак слој на чисту површину за поправку.
Уметните простирку од фибергласа
- Исеците простирку од фибергласа на потребну величину и уметните је у полиестерску смолу за наношење.
- Нанесите више полиестерске смоле преко простирке од фибергласа и додајте другу или трећу простирку ако је потребно.
НАПОМЕНА: Потпуно уроните простирку од фибергласа у полиестерску смолу. Ваздух не може бити присутан у области поправке.
- Нанесите полиестерску смолу четком.
- Пустите да се полиестерска смола осуши на собној температури.
- Са задње стране, појачајте велике пукотине и кидање са ојачавајућим материјалом да бисте вратили снагу спољашњег омотача.
Наношење кита
- Удубљења на предњој страни су испуњена полиестерским пунилом како би се обезбедила глатка, равна површина.
- Поновите ако је потребно.
Нанесите кит
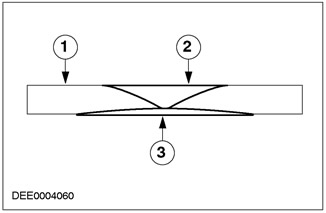
| Пос. | Резервни део бр | Име |
| 1 | - | ГРП елемент који се може поправити |
| 2 | - | Полиестерски кит |
| 3 | - | уметак од фибергласа |
Завршно наношење кита
Вратите рељеф површине наношењем полиестерског кита.
Брушење са коришћењем плоскошлифовальной ручне машине
- Уклоните истурени полиестерски материјал помоћу ручне брусилице. Брусни папир гранулације П120 - П220.
- Поправљена површина се може фарбати након брушења.
Мере предострожности
- Полиестерска смола, лепкови, растварачи и разређивачи су запаљиви и треба их држати даље од отвореног пламена или пламена.
- Радње сечења и брушења треба обављати само у просторијама опремљеним издувном вентилацијом (наивчине).
- Ако просторије са усисним системима нису доступне, користите само алате са усисним системима.
- Веома је важна употреба заштитне опреме као што су рукавице, заштитне наочаре, кецеље и респиратори.
За више информација погледајте одељак 501-25А / 501-25Б / 501-25Ц / 501-25Д / 501-25Е / 501-25Ф / 501-25Г. Такође је важно поштовати све релевантне прописе, законе о здрављу и безбедности, информативне листове, безбедносна обавештења и препоруке за руковање лепковима који садрже изоцијанат естар, полиестерску смолу, раствараче и разређиваче.