Sadržaj: Opće informacije ↳ Termoplasti (plastomeri) ↳ Duroplastika ↳ Plastika koju koristi Ford ↳ Identifikacija plastike ↳ Vizualni pregled ↳ Mehanička provjera ↳ Termoelastično ravnanje ↳ Elastične deformacije ravnina ↳ Proširene pukotine i uvijanje ↳ Zavarivanje plastike ↳ Potrebni alati i materijali ↳ Pištolj za zavarivanje plastike ↳ Priprema mjesta popravka (pukotina) ↳ Zavar s V-utorom ↳ Priprema tehničkog pištolja za vrući… ↳ Temperatura zavarivanja ↳ Vrijednosti za najvažnije materijale… ↳ Stražnja strana pištolja za… ↳ Izvođenje zavarivanja ↳ Usklađivanje položaja mlaznice za… ↳ Položaj pištolja za zavarivanje… ↳ Zavareni šav ↳ Greške pri zavarivanju ↳ Prerada zavara ↳ Klipno zavarivanje plastike ↳ Izvođenje zavarivanja ↳ Klipno zavarivanje ↳ Lijepljenje plastike ↳ Alati i pribor ↳ Priprema mjesta popravka (ogrebotine) ↳ Brušenje ogrebotine ↳ Priprema mjesta popravka (pukotine) ↳ Priprema za lijepljenje ↳ Lijepljenje pukotine ↳ Lijepljenje pukotine pomoću armature ↳ Mljevenje ↳ Nanošenje dvokomponentnog kita ↳ GRP popravci ↳ Potrebni alati i pribor ↳ Brušenje područja popravka ↳ GRP komponente za popravak ↳ Primjena poliesterske smole ↳ Umetnite podlogu od stakloplastike ↳ Nanošenje kita ↳ Nanesite kit ↳ Završno nanošenje kita ↳ Brušenje pomoću ručne brusilice za… ↳ Mjere predostrožnosti ↳
Opće informacije
Zbog razlika u dizajnu, popravak plastičnih elemenata uključuje različite metode popravka:
- Termoplastično ravnanje
- Zavarivanje plastike (PC, PP/EPDM, itd.)
- Lijepljenje plastike (svi plastični elementi)
- Plastična laminacija (samo GRP elementi s poliesterskom smolom)
Prilikom izvođenja popravaka karakteristike plastike su od velike važnosti. Mogu se razlikovati dvije glavne skupine:
- Termoplasti (plastomeri ili termoplastične plastike)
- Duroplastika (termoreaktivna plastika)
Termoplasti (plastomeri)
- Toplina uzrokuje promjenu termoplasta iz krutog stanja u termoelastično stanje, a potom u termoplastično stanje.
- Nakon što se termoplasti ohlade, vraćaju se u čvrsto stanje.
Duroplastika
Duroplastika je mnogo teža i lomljivija od termoplastike.
- Kada se zagriju, njihova čvrstoća ostaje uglavnom nepromijenjena.
- Kada se kritična temperatura prekorači, duroplastika se uništava.
- Hlađenje ih neće vratiti u prvobitno stanje.
Plastika koju koristi Ford
| Kratica | Ime |
| ABS. | Akrilonitril butadien stiren (polimer) |
| PA | Poliamid |
| PC | Polikarbonat |
| PP | Polipropilen |
| PP/EPDM | Polipropilen/etilen propilen guma |
| PC/PBT | Polikarbonat/polibutilen tereftalat |
| PBT/PC | Polibutilen tereftalat/polikarbonat |
| PUR | Poliuretan |
| GF | Ojačana staklenim vlaknima |
Identifikacija plastike
Ako plastika nema nikakve oznake, njezina se vrsta može odrediti pomoću dva različita postupka/metode:
- Vizualni pregled
- Mehanička provjera
Prilikom izvođenja zavarivanja plastike potrebna je identifikacija vrste plastike kako bi se odredila ispravna uporaba odgovarajuće elektrode za zavarivanje.
Vizualni pregled
Vizualni pregledi uglavnom služe za identifikaciju PUR i GRP materijala. Termoplastični elementi (npr. odbojnici) često su obojeni i stoga ih je teško identificirati.
Identifikacijske karakteristike:
- PUR: Kada nastanu pukotine ili slična oštećenja, vidljive su pore u pjeni.
- GRP: prepoznatljiva struktura staklenih vlakana s unutarnje strane.
Mehanička provjera
- Stupanj tvrdoće; što je viši korak, to je plastika tvrđa.
- Elastičnost; što je ton prigušeniji, to je veća elastičnost plastike.
NAPOMENA: Mehanička ispitivanja mogu identificirati skupinu plastike, ali ne i tip plastike.
Prema statistici oštećenja najčešće se popravljaju plastični branici.
NAPOMENA: Ako je poliuretan (pjena) zalijepljen za vanjsku školjku odbojnika s unutarnje strane, ovu PUR pjenu ne treba uklanjati radi popravka. Ako postoji ozbiljno oštećenje, poput pucanja ili pucanja vanjskog omotača, nemojte popravljati područje pjene. Pravilo za ovaj slučaj je: zamijenite element.
Vanjska ljuska plastičnih odbojnika uglavnom se sastoji od termoplastičnih materijala. Ovisno o opsegu oštećenja i pristupačnosti, mogu se primijeniti sljedeći postupci popravka:
- Termoelastično ravnanje
- Lijepljenje
- Zavarivanje
Termoelastično ravnanje
Odbojnici često imaju deformacije koje se javljaju u elastičnoj zoni. Obično imaju oblik udubljenja, udubljenja i zavoja. Mnoge od ovih deformacija (na primjer, u braniku) ispravljaju se odmah ili nakon nekog vremena. Ovo samoizlječenje ovisi o opsegu oštećenja i temperaturi. Većina deformacija ravnina u elastičnoj zoni se eliminira (oblik elementa se vraća u prvobitni oblik) kada se zagrijava strujom vrućeg zraka (tehnički pištolj za topli zrak).
Elastične deformacije ravnina
NAPOMENA: Potrebna količina topline ovisi o vrsti plastike. Zagrijavanje se ne smije provoditi izvan elastične zone. Plastična deformacija se ne može poništiti. Nikada ne koristite otvorenu vatru!
Udubljenja ili udubljenja na površini treba ravnomjerno zagrijati na približno 200°C, tehničkim toplinskim pištoljem i, ako je moguće, grijanjem naizmjenično s obje strane. Ako ne pretjerate s toplinom, deformacija će se eliminirati, a površina elementa vratit će se u izvorni oblik.
U određenoj mjeri, ravnanje se može poduprijeti korištenjem mehaničkih alata kao što su drška čekića, plastični klin itd.
Proširene pukotine i uvijanje
Ako na oštećenom području postoje veće pukotine ili čak uvijanje, mogućnosti termoelastičnoga ravnanja su ograničene. Za ovu vrstu oštećenja najprikladniji je popravak lijepljenjem.
- Kako biste spriječili napetost u materijalu, odrežite sva napuknuta ili uvrnuta područja (pomoću pile za metal).
- Zagrijte udubljenje na oko 200°C (ravnomjerno, iznutra i izvana) i uskom lopaticom ili drškom čekića namjestite oblik u izvorni oblik.
Zavarivanje plastike
NAPOMENA: Nemojte zavarivati plastiku u području ugradnje pjene.
Zavarivanje plastike je najprikladnija metoda za popravak pukotina u plastičnim odbojnicima gdje stražnja strana oštećenog područja nije prikladna za popravak lijepljenjem. Primjeri: rebrasti presjek, kutijasti presjek, uski zaobljeni dijelovi u ojačanim područjima.
Potrebni alati i materijali
Uz alate dostupne u servisu (kao što su strugalice, brusilice itd.), za zavarivanje plastike potrebni su sljedeći alati:
- Tehnički toplinski pištolj (cca. 1500 W)
- Mlaznice za zavarivanje
- Razne elektrode za zavarivanje
- Glodalo Ø 5,5 mm za obradu utora za zavarivanje.
- Strugalica u obliku srca.
Pištolj za zavarivanje plastike
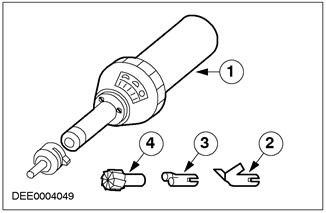
| Poz. | Rezervni dio br | Ime |
| 1 | - | Pištolj za zavarivanje plastike |
| 2 | - | Mlaznica za brzo zavarivanje |
| 3 | - | Klinasta mlaznica (fiksna mlaznica) |
| 4 | - | Krajnje glodalo |
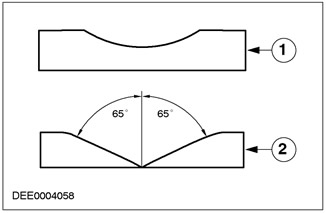
Priprema mjesta popravka (pukotina)
Pripremite napuknuto područje za zavarivanje V-utorom.
Zavar s V-utorom
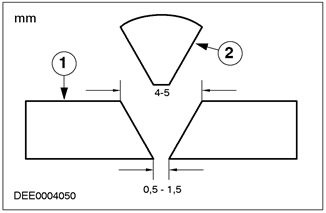
| Poz. | Rezervni dio br | Ime |
| 1 | - | Dio za popravak |
| 2 | - | Punilo za zavarivanje (specifičan oblik) |
Priprema zavara V-utora:
- Napravite utor za zavarivanje pomoću strugala (glodalo).
- Održavajte spojni kut od 60° - 70°.
NAPOMENA: Izbušite kraj pukotine (3 mm svrdlo) kako biste spriječili daljnje pucanje. Prije početka zavarivanja, na mjestu gdje je rubno poravnanje neravnomjerno, fiksirajte početak pukotine pomoću kliješta.
- Izbušite kraj pukotine.
Priprema tehničkog pištolja za vrući zrak i elektrode za zavarivanje
Pretvorite tehnički pištolj za vrući zrak u pištolj za zavarivanje plastike (produljena mlaznica i mlaznica za brzo zavarivanje).
Podesite temperaturu zavarivanja (200°C -700°C) prema propisanim vrijednostima.
Temperatura zavarivanja
Temperaturu zavarivanja određuju dva faktora:
- Vrsta plastike
- Debljina elektrode za zavarivanje
Vrijednosti za najvažnije materijale i debljinu konvencionalne elektrode za zavarivanje (5,7 mm x 3,7 mm)
|
Termoplastični |
Temperatura zavarivanja u°C (propisana vrijednost) |
Podešavanje kontrolnog potenciometra za pištolj za zavarivanje plastike |
|
|
Klinasta mlaznica |
Mlaznica za brzo zavarivanje od 5,7 mm |
||
|
ABS. |
350 |
4,5 |
5,3 |
|
PP |
300 |
3,8 |
4,5 |
|
PP/EPDM |
300 |
3,8 |
4,5 |
|
PBT/PC |
300 |
3,8 |
4,5 |
|
PA |
400 |
5,1 |
5,6 |
|
PC |
350 |
4,5 |
5,3 |
|
PC/PBTP |
350 |
4,5 |
5,3 |
- Zavarite PBT/PC plastiku samo PP elektrodom za zavarivanje.
- Plastika ojačana staklenim vlaknima ne može se zavarivati.
- Plavo obojeni plastični dijelovi Forda Ka ne mogu se bojati i stoga nisu prikladni za popravak plastičnih dijelova.
Stražnja strana pištolja za zavarivanje plastike
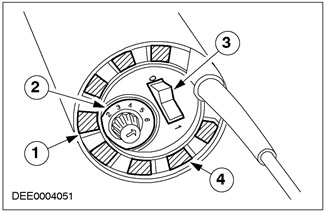
| Poz. | Rezervni dio br | Ime |
| 1 | - | Otvor za dovod zraka |
| 2 | - | Jedinica za kontrolu temperature |
| 3 | - | Prekidač |
| 4 | - | Prekidač protoka zraka |
- Ove temperaturne vrijednosti su temperatura zraka pištolja za zavarivanje plastike. Temperatura materijala je mnogo niža.
- Pri podešavanju temperature slijedite upute proizvođača.
- Zagrijte opremu za zavarivanje na specificiranu temperaturu zavarivanja 3-4 minute.
- Na prednjem dijelu šipke za zavarivanje napravite kosinu kako biste osigurali postupno punjenje na početku utora (pukotine).
Izvođenje zavarivanja
Prilikom zavarivanja plastike moraju se poštovati sljedeći zahtjevi:
- Ispravna temperatura
- Ujednačenost brzine zavarivanja
- Ujednačenost radnog tlaka
Umetnite zakošenu elektrodu za zavarivanje u zagrijanu komoru za predgrijavanje mlaznice za brzo zavarivanje dok se vrh elektrode za zavarivanje ne pojavi na stražnjoj strani.
Usklađivanje položaja mlaznice za brzo zavarivanje
Stražnja strana mlaznice za brzo zavarivanje treba biti paralelna s površinom koja se popravlja u uzdužnom smjeru. Paralelni raspored u uzdužnom smjeru postiže se odgovarajućim nagibom opreme za zavarivanje.
Položaj pištolja za zavarivanje plastike
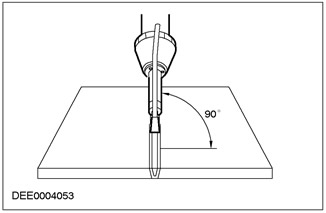
- Plastični pištolj za zavarivanje treba pomaknuti tako da elektroda za zavarivanje bude postavljena strogo okomito u odnosu na utor.
- Postupak zavarivanja može započeti kada su elektroda za zavarivanje i plastika koju treba zavariti u plastičnom stanju.
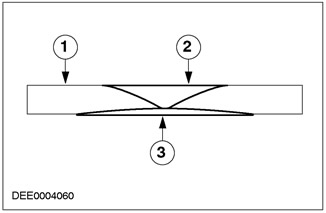
Zavareni šav
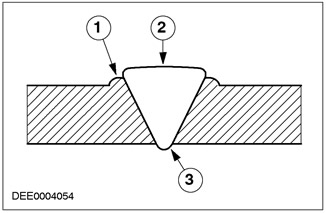
| Poz. | Rezervni dio br | Ime |
| 1 | - | Zrna za zavarivanje |
| 2 | - | Pojačanje zavara |
| 3 | - | Zavarena baza |
NAPOMENA: Optimalan spoj se postiže kada se uz rub zavara formira mali, ravnomjerni zavareni rub. Vrlo je važno prokuhati pukotinu. Provjerite zavar na stražnjoj strani i ponovite zavarivanje ako je potrebno.
Radni tlak tijekom zavarivanja primjenjuje se samo na elektrodu za zavarivanje.
Greške pri zavarivanju
Deformacija:
- Područje popravka bilo je pregrijano.
- Prisutnost napetosti u materijalu prilikom zavarivanja dijelova.
- Plastični element je pretanak.
Loš zavareni spoj:
- Temperatura zavarivanja je preniska.
- Previsoka brzina zavarivanja.
- Zavarivanje raznih materijala.
Zavar je zakopan:
- Utor duž pukotine je preširok
- Temperatura zavarivanja je previsoka.
Prerada zavara
- Nakon hlađenja, konveksni dio zavara može se ukloniti ručnom kutnom brusilicom i brusnim papirom granulacije P80.
- Zatim se površina brusi ručnom brusilicom za površine i brusnim papirom granulacije P120 - P220.
- Očistite tretiranu površinu za popravak otopinom za čišćenje plastike.
- Nanesite tanak sloj temeljnog premaza za plastiku na popravljenu površinu.
Klipno zavarivanje plastike
Klipno zavarivanje plastike je preferirana metoda za popravak pukotina na teško dostupnim mjestima.
- Kod klipnog zavarivanja elektroda za zavarivanje se slobodno kreće.
- Priprema utora duž pukotine je slična.
Izvođenje zavarivanja
- Plastični pištolj za zavarivanje opremljen je samo produžnom mlaznicom.
- Elektroda za zavarivanje i utor duž pukotine postaju plastični okomitim klipnim pokretima.
- Elektroda za zavarivanje u plastičnom stanju umetnuta je okomito u utor.
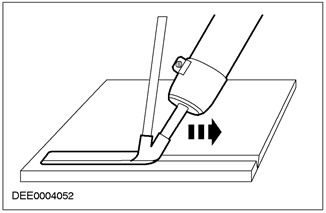
Klipno zavarivanje
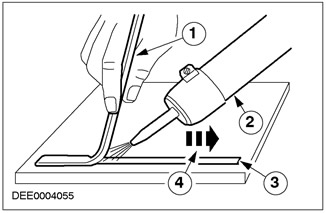
| Poz. | Rezervni dio br | Ime |
| 1 | - | Elektroda za zavarivanje |
| 2 | - | Pištolj za zavarivanje plastike |
| 3 | - | Utor za zavarivanje |
| 4 | - | Smjer zavarivanja |
Prilikom izvođenja klipnog zavarivanja moraju se poštovati sljedeći zahtjevi:
- Jednoliko zagrijavanje elektrode za zavarivanje i utora za zavarivanje.
- Ujednačena brzina zavarivanja.
- Okomiti položaj i ravnomjeran pritisak na elektrodu za zavarivanje.
Sve druge radnje popravka opisane su u poglavlju. "Zavarivanje plastike - Oplemenjivanje zavara.".
Lijepljenje plastike
Opće informacije
Tehnologija lijepljenja ima neke prednosti u odnosu na tehnologiju zavarivanja:
- Unutar skupine termoelastomera, svi polukruti pomoćni elementi (kao što su odbojnici, prednje rešetke, itd.) mogu se popraviti bez identifikacije.
- Za sve termoplastične elemente treba koristiti dvokomponentno ljepilo na bazi poliuretana.
- Kako bi se osigurala izvorna mehanička svojstva, armaturne trake mogu se pričvrstiti na utore (na pukotine, maksimalno do 100 mm) i pregibe.
Potreban alat i oprema
Za lijepljenje termoplastičnih elemenata možete koristiti alate i opremu iz lakirnice. Za čišćenje pukotina i ogrebotina možete koristiti kutne brusilice i tračne brusilice. Za fino mljevenje koriste se ručne brusilice s usisavanjem. Infracrveni grijač jamči brzo i učinkovito sušenje.
Set za popravak plastičnih dijelova
- Otopina za čišćenje plastike
- Primer za plastiku
- Set za popravak ljepila
- Tri dvostruka patrona
- Tri epruvete za emulziju
- Metalne armaturne trake
- Vlakno za ojačavanje
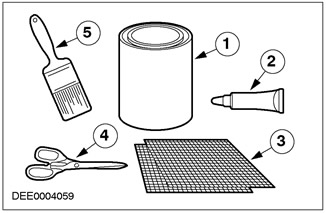
Alati i pribor
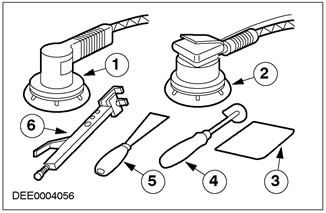
| Poz. | Rezervni dio br | Ime |
| 1 | - | Kutna brusilica s prekidačem brzine |
| 2 | - | Površinska brusilica |
| 3 | - | Plastični kit |
| 4 | - | Strugalica |
| 5 | - | Lopatica za farbanje |
| 6 | - | Kliješta |
Priprema mjesta popravka (ogrebotine)
Prije popravka očistite plastične dijelove s obje strane visokotlačnim sredstvom za čišćenje i zatim ih osušite.
Očistite površinu koju želite popraviti pomoću otopine za čišćenje plastike.
Brušenje ogrebotine
| Poz. | Rezervni dio br | Ime |
| 1 | - | Priprema ogrebotine |
| 2 | - | Priprema pukotine |
- Ogrebotine treba temeljito izbrusiti, osiguravajući ravnu površinu i koristeći ručnu površinsku brusilicu. Brusni papir, granulacija P80 - P120
- Fino brušenje pomoću ručne brusilice za površine: brusni papir, granulacija P120
NAPOMENA: Prilikom čišćenja nosite zaštitne rukavice. Temeljito očistite područje popravka pomoću sredstva za čišćenje plastike i papirnatih ručnika.
- Ravnomjerno raspršite temeljni premaz za plastiku po području popravka.
Priprema mjesta popravka (pukotine)
- Kutnom ili tračnom brusilicom brusite pukotinu na prednjoj strani dok ne postane ravna. Brusna površina širine 40-60 mm
- Brusite pomoću ručne brusilice za površine. Brusni papir: granulacija P120.
- Izbušite kraj pukotine (promjer 3 mm) kako biste spriječili daljnje pucanje.
- Obrišite stražnju stranu duž pukotine.
- Očistite područje popravka s obje strane pomoću sredstva za čišćenje plastike i papirnatih ručnika.
- Ravnomjerno raspršite temeljni premaz za plastiku po području popravka.
Priprema za lijepljenje
- Dvokomponentno ljepilo nanosi se ručnim pištoljem na očišćeno i grundirano područje popravka.
- Rukovanje polugom pištolja tjera smolu i učvršćivač iz dvostrukog uloška u pričvršćenu emulzijsku cijev.
Lijepljenje pukotine
Čak i manja udubljenja kao što su pukotine zahtijevaju pripremu. Kako bi se osigurao dovoljan temeljni premaz za korištenje ljepila, površina područja popravka također mora biti obrađena. Ovo također sprječava naknadno slijeganje područja popravka.
- Nakon čišćenja i premazivanja, šupljinu za ogrebotine ispunite viškom ljepila.
- Tijekom procesa nanošenja, kraj cijevi emulzije mora biti spušten u ljepilo kako bi se spriječio prodor zraka.
- Nanesite i poravnajte ljepilo fleksibilnom plastičnom lopaticom.
- Vježbajte stvrdnjavanje ljepila pomoću infracrvenog grijača ili pećnice za sušenje.
Lijepljenje pukotine pomoću armature
Područje popravka je ojačano kako bi se povećala otpornost na torziju u slučaju velikih pukotina i kidanja. U tu svrhu na poleđini se učvršćuju odgovarajući materijali za ojačanje (metalne trake, armaturna vlakna).
- Prekrijte pukotinu s prednje strane PE folijom i ljepljivom trakom.
- Sa stražnje strane ljepilom za plastiku ispunite utor napravljen duž pukotine.
- Široka traka vlakana za pojačanje pričvršćena je preko utora u perli ljepila.
- Krajevi pukotine učvršćuju se pričvršćivanjem metalne trake koja se pomoću kliješta pričvršćuje na plastični element.
- Zatim izravnajte armaturni materijal po cijeloj površini.
- Osušite pomoću infracrvenog grijača ili pećnice.
- PE ploča sprječava stvaranje viška ljepila na prednjoj strani pukotine.
- Uklonite PE foliju nakon što se ljepilo osuši.
- Nanesite ljepilo preko područja popravka na prednjoj strani.
- Vježbajte postupak stvrdnjavanja pomoću infracrvenog grijača ili pećnice za sušenje.
- Ohladite ljepilo na sobnu temperaturu kako biste spriječili skidanje ljepila prilikom brušenja i habanje brusnog papira.
Mljevenje
NAPOMENA: Ako brusite na suho, koristite usisivač i masku za prašinu.
- Ručnom brusilicom uklonite izloženo ljepilo. Brusni papir: granulacija P120 - P220.
- Ručno ispravite izobličenja i zakrivljena područja.
- Upotrijebite abrazivni spužvicu za ohrapavljenje obojenih površina.
- Temeljito očistite plastični element pomoću sredstva za čišćenje plastike i papirnatih ručnika.
NAPOMENA: temeljito osušite temeljni premaz za plastiku (mat površina).
- Raspršite tanki sloj temeljnog premaza za plastiku na područje popravka i izbrušena područja za naknadno nanošenje 2K kita.
Nanošenje dvokomponentnog kita
Za sprječavanje poroznosti na rubovima i izravnavanje neravnina preporučljivo je nanijeti 2K kit (MS, HS) s dodatkom za povećanje elastičnosti.
- Nakon što se osuši, ohladite 2K kit na sobnu temperaturu i izbrusite ga ručnom brusilicom i finim brusnim papirom.
- Rukom (mokro) izbrusite sva iskrivljena ili savijena područja pomoću finog brusnog papira.
- Provjerite teren na mjestu popravka i modificirajte ga ako je teren neravan.
- Izvršite bojenje prema uputama proizvođača.
GRP popravci
Opće informacije
GRP materijal je tvrd i krt u svojim mehaničkim svojstvima. Zbog ovih mehaničkih svojstava, pukotine i lomovi često dovode do ozbiljnih oštećenja. Stabilnost i sigurnost GRP elemenata je ugrožena ako ojačanje od staklenih vlakana pukne. U slučaju ozbiljnog oštećenja koje utječe na dizajn elementa, takve elemente treba zamijeniti. Manja oštećenja (kao što su abrazije, pukotine do 80 mm, rupe promjera do približno 60 mm, itd.) mogu se popraviti u skladu s tehničkim standardima i standardima izgleda, pod uvjetom da oštećenja nisu na mjestima koja se često koriste ili su teško dostupna. Kako biste osigurali izvrsnu kvalitetu popravka, pridržavajte se sljedećih točaka:
- Sobna temperatura treba biti najmanje 15°C, a zrak što je moguće suši.
NAPOMENA: Otisci prstiju ostat će na filmu i spriječit će pravilno lijepljenje.
- Područje popravka mora biti temeljito osušeno i očišćeno.
- Prije popravka, GRP element koji se popravlja mora se osušiti pomoću infracrvenog grijača ili sušnice.
- U slučaju velikih pukotina i poderotina, čvrstoća vanjskog omotača može se vratiti upotrebom materijala za ojačanje na stražnjoj strani.
Potrebni alati i pribor
- Nožna pila (pila za tijelo) za odvajanje pukotina.
- Aksijalna brusilica, kutna brusilica ili tračna brusilica za brušenje područja popravka.
- Ručna brusilica za brušenje i poliranje površina za popravke.
- Ručna brusna jedinica za brušenje malih površina.
Brušenje područja popravka
- Kutnom brusilicom i brusnim papirom granulacije P80 - P120 izbrusite rub rupe u V-oblik i ravan oblik.
- Uklonite slojeve kita i boje.
- Ako su nastale pukotine, one se bruse do 3 mm u dnu pukotine. Time se eliminira svaka unutarnja napetost.
- Kako bi se osiguralo naknadno prianjanje materijala za popravak, važno je pažljivo, ravno brušenje.
NAPOMENA: Površina se mora brusiti ručno.
- Brušenje pomoću kutne brusilice stvara toplinu, što uzrokuje promjenu površinske strukture smole. To dovodi do lošeg prianjanja.
GRP komponente za popravak
| Poz. | Rezervni dio br | Ime |
| 1 | - | Poliesterska smola |
| 2 | - | Učvršćivač |
| 3 | - | Otirači od stakloplastike |
| 4 | - | Škare |
| 5 | - | Četka |
Primjena poliesterske smole
Poliesterska smola se pomiješa s učvršćivačem i kistom se nanosi u tankom sloju na čisto područje popravka.
Umetnite podlogu od stakloplastike
- Izrežite podlogu od stakloplastike na potrebnu veličinu i umetnite je u sloj poliesterske smole.
- Nanesite više poliesterske smole na podlogu od stakloplastike i dodajte drugu ili treću podlogu ako je potrebno.
NAPOMENA: Potpuno uronite podlogu od stakloplastike u poliestersku smolu. Zrak ne može biti prisutan u području popravka.
- Nanesite poliestersku smolu pomoću četke.
- Ostavite poliestersku smolu da se osuši na sobnoj temperaturi.
- Na stražnjoj strani ojačajte velike pukotine i pukotine materijalom za ojačanje kako biste obnovili čvrstoću vanjskog omotača.
Nanošenje kita
- Udubljenja na prednjoj strani ispunjena su poliesterskim kitom kako bi se dobila glatka, ravna površina.
- Po potrebi ponoviti postupak.
Nanesite kit
| Poz. | Rezervni dio br | Ime |
| 1 | - | GRP element koji se može popraviti |
| 2 | - | Poliesterski kit |
| 3 | - | Umetak od stakloplastike |
Završno nanošenje kita
Vratite površinsku teksturu nanošenjem poliesterskog kita.
Brušenje pomoću ručne brusilice za površine
- Uklonite sav izloženi poliesterski materijal pomoću ručne brusilice. Brusni papir granulacije P120 - P220.
- Površina koja se popravlja može se obojiti nakon brušenja.
Mjere predostrožnosti
- Poliesterska smola, ljepila, otapala i razrjeđivači su zapaljivi i treba ih držati podalje od otvorene vatre ili plamena.
- Radove rezanja i brušenja treba izvoditi samo u prostorijama opremljenim ispušnom ventilacijom (usisavanje).
- Ako nema prostorija s usisnim sustavima, koristite samo alate s usisnim sustavima.
- Korištenje zaštitne opreme poput rukavica, zaštitnih naočala, pregača i respiratora vrlo je važno.
Dodatne informacije potražite u odjeljku 501-25A / 501-25B / 501-25C / 501-25D / 501-25E / 501-25F / 501-25G. Također je važno pridržavati se svih relevantnih propisa, sigurnosnih zakona, informativnih listova, sigurnosnih mjera opreza i preporuka pri radu s ljepilima koja sadrže izocijanat, poliestersku smolu, otapala i razrjeđivače.