Уводзіны
Кузаў гуляе значную ролю ў нарастальнай тэндэнцыі да ўсё хутчэйшай змены варыянтаў мадэляў. На розныя групы кліентаў моцна ўплывае канструкцыя і форма кузава. У той жа самы час устойлівасць кузава гуляе найболей важную ролю ў забеспячэнні бяспекі кіроўцы і пасажыраў. Аблегчаная канструкцыя, альтэрнатыўныя матэрыялы, кампазіцыйныя матэрыялы, пластыкі і адпаведныя працэсы злучэння элементаў усе гэтыя канструктыўныя асаблівасці характарызуюць кузавы сучасных аўтамабіляў Ford.
Пры сучасных завадскіх тэхналогіях кузава з каркасамі бяспекі (апорныя кузавы) могуць вырабляцца амаль без праблем. Інфармацыя аб трывальных характарыстыках, назапашаная на базе шматразовага кампутарнага мадэлявання, "крэш-тэстаў" (сутыкненняў з перашкодамі), выпрабаванняў матэрыялаў і аналізу ўдасканалення тэхналогій, забяспечвае высокую якасць прадукцыі кампаніі Ford. Пры выкананні рамонтаў абавязкова варта прытрымлівацца ўсіх завадскіх стандартаў якасці. Гэта патрабуе наяўнасці добрага абсталявання станцыі тэхнічнага абслугоўвання і надае асаблівае значэнне кваліфікацыі тэхнікаў станцыі тэхнічнага абслугоўвання. Для забеспячэння высакаякаснага рамонту кузава абавязкова наяўнасць ведаў выкарыстоўваных завадскіх тэхналогій і сталае навучанне новым метадам і тэхналогіям рамонту. Кіраўніцтвы па рамонце,
Канструкцыя кузава становіцца ўсё больш і больш складанай, у выніку чаго змяняюцца тэмы, якія разглядаюцца ў Кіраўніцтве па рамонце кузава. У будучыні ў агульным раздзеле будуць апісвацца толькі найболей важныя рамонтныя працэдуры і методыкі. Прадугледжваецца наяўнасць шырокіх ведаў асноўных метадаў і тэхналогій выканання рамонту. Напрыклад, рамонтныя дзеянні, якія паўтараюцца, будуць дастасавальныя да ўсіх мадэляў аўтамабіляў і будуць апісвацца ў агульным падзеле. Часткі кіраўніцтваў па рамонце кузава, прысвечаныя пэўным мадэлям, будуць паказваць толькі найболей важныя рамонтныя дзеянні ці прыцягваць увагу да спецыфічных асаблівасцяў. Спецыяльныя навучальныя курсы для новых мадэляў дадуць дадатковую практычную інфармацыю, а таксама дадуць парады і апісанне прыёмаў рамонту кузава.
Апорны кузаў (аб'яднаны з рамай)
Канструкцыя з апорным кузавам трывала зацвердзілася на аўтамабільным рынку.
Яе галоўныя перавагі гэта:
- Максімальная бяспека для кіроўцы і пасажыраў.
- Значнае памяншэнне масы.
- Эканамічнасць тэхналогіі вырабу.
Апорны кузаў дапаўняецца асобнымі зборачнымі адзінкамі, такімі як дзверы, капот, бамперы і г.д. Пасля зборкі гэтая канструкцыя асабліва выгодная ў стаўленні ўстойлівасці і калянасці, пры гэтым назіраецца:
- Устойлівасць зоны размяшчэння пасажыраў.
- Дакладна зададзены характар дэфармацыі спераду і ззаду.
- Дадатковая папярочная ўстойлівасць.
- Высокая калянасць пры кручэнні.
- Высокая трываласць на выгіб.
Пры выкананні рамонту варта выконваць наступныя інструкцыі:
- Правачныя працы варта выконваць толькі пры цалкам сабраным кузаве.
- Не выразайце ўклейваныя вокны пры выкананні праўкі.
- Не дапушчайце ўзнікненні высілкаў у кузаве.
- Калі магчыма, падчас рамонту захавайце кузаў сабраным.
Канструкцыя з апорным кузавам
Асаблівасці канструкцыі з апорным кузавам
Для кожнай канструкцыі кузава першарадную ролю гуляюць бяспеку кіроўцы і пасажыраў. Кузаў мае два ключавыя спосабы забеспячэння бяспекі:
- Каркас бяспекі
- Зоны змяцця
Каркас бяспекі
Каркас бяспекі характарызуецца наступнымі канструктыўнымі асаблівасцямі:
- Устойлівыя стойкі, дзвярныя парогі і профілі дзвярэй.
- Убудаваная супрацьударная абарона ў дзвярах.
- Дзверы разлічаны на адкрыццё нават у выпадку празмернага дэфармавання.
Зоны змяцця
Каркас бяспекі абараняецца пасродкам перадпакояў і задніх зон змяцця з выразна зададзенымі характарыстыкамі дэфармацыі. Зоны змяцця служаць для наступных мэт:
- Дынамічнае паглынанне дэфармавальных сіл.
- Абарона зоны размяшчэння пасажыраў.
Заўсёды выконвайце інструкцыі па выкананні рамонту, апісаным у літаратуры для станцый тэхнічнага абслугоўвання, асабліва пры выкананні рамонту ў зоне змяцця. Невыкананне гэтых інструкцый у некаторых сітуацыях можа аказаць сур'ёзны ўплыў на бяспеку аўтамабіля. Напрыклад, ніколі не варта рабіць ніякія рэзы ў непасрэднай блізкасці ад месцаў мацавання апор маста, і пры гэтым не варта бязладна прыварваць якія-небудзь рэбры калянасці. Пасля выканання работ павінны быць няўхільна выкананы ўсе прадпісаныя правілы тэхнікі бяспекі.
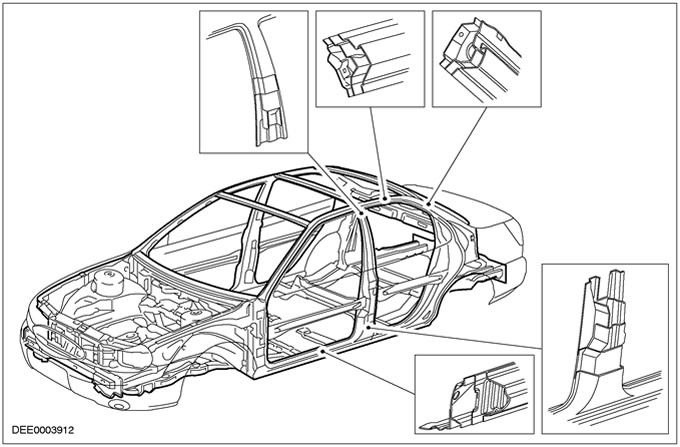
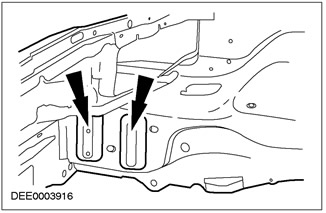
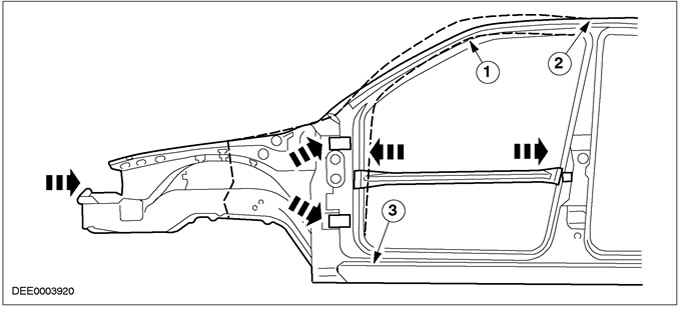
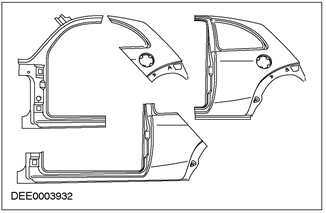
Зоны змяцця - Каркас бяспекі (зона размяшчэння пасажыраў)
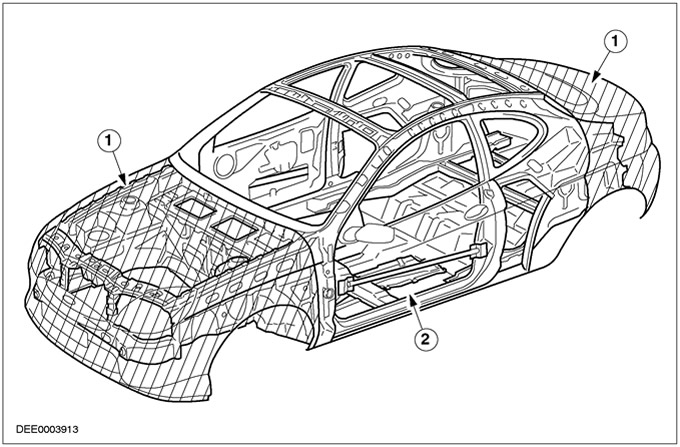
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Зона змяцця |
| 2 | - | Каркас бяспекі (зона размяшчэння пасажыраў) |
Аўтамабілі для бездарожжа («пазадарожнікі»)
Канструкцыя кузава пазадарожнікаў адрозніваецца ад канструкцыі з апорным кузавам наяўнасцю 2-секцыйнай канструкцыі кузава. Надзвычай устойлівая рама шасі ўтворыць падставу, да якога мацуюцца ўсе элементы аўтамабіля, такія як масты, рухавік і т.д. Уласна кузаў мацуецца да рамы шасі нітамі. Гэтая канструкцыя мае наступныя перавагі:
- Высокая карысная нагрузка і вялікая грузападымальнасць прычэпа.
- Выдатныя трывальныя характарыстыкі для выкарыстання пры бездараж.
- Вельмі вялікі дарожны прасвет.
Калі пазадарожнік павінен быць падвергнуты які-небудзь рамонту, варта ўлічыць наступныя нататкі:
- Агульнавядома, што абодва ланжэрана рамы павінны размяшчацца раўналежна адзін аднаму.
- Пры неабходнасці перад праўкай рамы шасі з яе варта зняць кузаў з балтавым мацаваннем да рамы.
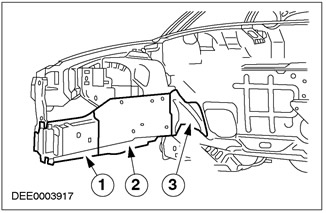
Канструкцыя аўтамабіля для бездаражы
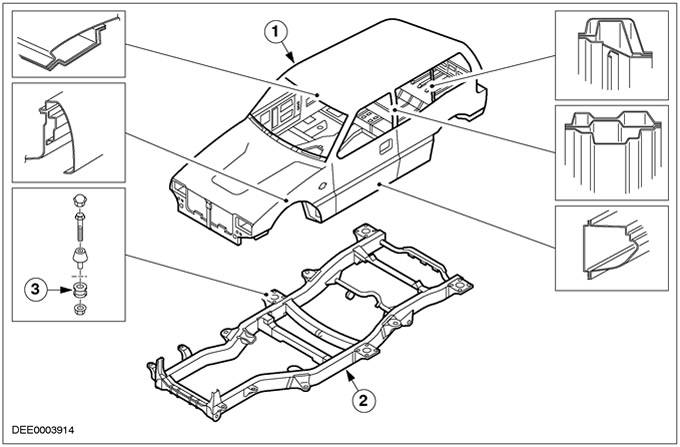
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Кузаў |
| 2 | - | Рама |
| 3 | - | Балтоўнае злучэнне |
Высокатрывалая нізкалегіраваная сталь
Агульная інфармацыя
- Высокатрывалая низколегированная сталь выкарыстоўваецца ў кузавах аўтамабіляў Ford галоўнай выявай для выраба бэлек, злучальных пласцін, апор і стоек.
- Кіраўнікі, прысвечаныя канкрэтным мадэлям, тлумачаць, дзе выкарыстоўваецца высокатрывалая нізкалегіраваная сталь.
Спецыфічныя асаблівасці высокатрывалай нізкалегіраванай сталі:
- Больш моцная тэндэнцыя да захавання дэфармаванай формы.
- Для праўкі патрабуецца большае намаганне.
- У выніку наяўнасці тэндэнцыі да захавання дэфармаванай формы, любыя дэфармаваныя элементы пры працы на правачным прэсе павінны быць добра расцягнутыя звыш зыходнага стану.
- Усе прылады, якія выкарыстоўваюцца для павярхоўнага зняцця металу (напрыклад, пры выфрэзераванні кропкавых зварных швоў), маюць памяншэнне чаканага тэрміна службы з прычыны больш высокай ступені цвёрдасці.
- Не прыкладвайце цеплыню пры выкананні правачных прац, т.к. страта механічнай трываласці можа адбывацца ўжо пры тэмпературы прыблізна 400°C.
- Падчас вырабаў загартаваная сталь дасягае сваёй канчатковай цвёрдасці, калі яе змяшчаюць у фарбавальную печ.
|
Тып сталі |
Спецыяльныя ўласцівасці |
Нізкалегаваны тонкі ліставы метал - ацынкаваны тонкаліставы метал - цынк - цынк-нікель |
Тонкаліставы метал з цынкаваннем з дапамогай полымя - ацынкаваны - цынкаванне з алюмініем |
|
Высокатрывалая нізкалегіраваная сталь |
Вельмі добрая пластычнасць на штампаваных панэлях складанай формы або ў зонах нізкай устойлівасці (напрыклад унутраная панэль дзвярэй або колавая арка) |
180 |
180 |
|
Загартаваная сталь (пячная загартоўка) |
Добрая пластычнасць; дасягаецца дадатковая павярхоўная цвёрдасць у камбінацыі з тэрмаапрацоўкай (афарбоўванне) (напрыклад, плоскія элементы, падобныя вонкавай панэлі дзвярэй ці капоту). |
180, 220, 260, 300 |
180, 220, 260 |
|
Легіраваная сталь з утрыманнем фосфару |
Добрая пругкасць на штампаваных элементах у зонах сярэдняй устойлівасці (напрыклад, колавая арка) |
220, 260, 300 |
220, 260, 300 |
|
Нізкалегаваная сталь |
Высокая ступень калянасці для апорных элементаў кузава |
260, 300, 340, 380, 420, 460 |
340, 380, 420 |
|
Ізатропная сталь |
Добрая пругкасць у зонах сярэдняй устойлівасці ў выніку наяўнасці высокіх характарыстык расцяжэння і ізатропных дэфармацыйных уласцівасцяў (напрыклад, плоскія элементы, падобныя вонкавай панэлі дзвярэй, капоту) |
220, 260 |
260, 300, 340 |
Табліца: Мінімальная мяжа трываласці пры расцяжэнні для высокатрывалай низколегированной сталі ў Н/мм2
Высокатрывалая нізкалегіраваная сталь (прыклад: Mondeo)
Антыкаразійная абарона
Пашкоджанне пры сутыкненні і дыягностыка. Агульныя нататкі:
- Дакладная дыягностыка памеру пашкоджанні забяспечвае правільнае планаванне рамонту.
- Не выконвайце зварку дадатковых узмацняльных пласцін.
- Усе віды рамонту кузава варта выконваць у адпаведнасці з рэкамендацыямі, выкладзенымі ў Кіраўніцтве па рамонце кузава.
- Пры выкананні рамонту кузава варта прыняць да ўвагі характарыстыкі ўстойлівасці і трываласці кузава. Рамы апорных кузаваў маюць сапраўды зададзены характар дэфармацыі, на які не павінны ўздзейнічаць ніякія выгляды рамонту.
- Напрыклад, зоны змяцця паглынаюць вялікую долю энергіі пры сутыкненні. Калі ў гэтых зонах выкарыстоўваюцца якія-небудзь непрафесійныя метады ці тэхналогіі рамонту, гэта можа стаць пагрозай бяспекі аўтамабіля.
Утоенае пашкоджанне
- Нараўне з адсочваннем вонкавых прыкмет, такіх як адслаенне фарбы, абавязкова варта выконваць праверку на наяўнасць утоенага пашкоджання кузава ці дэфармацыі, якая не бачная з вонкавага боку. Для атрымання дакладнай адзнакі пашкоджанні ўтоеных элементаў кузава часта неабходна здымаць вялікія якія далучаюцца элементы, такія як бамперы і ўнутраныя крылы.
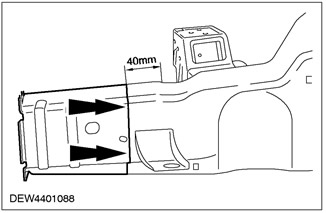
Зададзеныя месцы дэфармавання
- Пры адзнацы пашкоджання кузава заўсёды варта правяраць зададзеныя месцы дэфармавання кузава. Зададзеныя месцы дэфармавання - гэта наўмысна «аслабленыя перасекі», ствараныя пасродкам мясцовай змены формы перасеку, якія першымі будуць падвяргацца ўздзеянню вонкавых сіл.
Зададзеныя месцы дэфармавання - з дапамогай спецыяльнай змены формы панэляў кузава
Зададзеныя месцы дэфармавання - з дапамогай выкарыстання рознай таўшчыні матэрыялу
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Таўшчыня матэрыялу 2,0 мм |
| 2 | - | Таўшчыня матэрыялу 3,0 мм |
| 3 | - | Таўшчыня матэрыялу 1,75 мм |
Вузлавыя зварныя швы
- Вузлавыя зварныя швы - гэта ключавыя месцы ў каркасе кузава аўтамабілі. Прыкметы пашкоджанні, такія як адслаенне фарбы ў зоне вузлавых зварных швоў, часта з'яўляюцца відавочнай прыкметай істотнага пашкоджання. Па гэтай прычыне пры ацэнцы пашкоджанні варта вельмі старанна правяраць на наяўнасць якіх-небудзь прыкмет пашкоджанняў усе часткі кузава, якія злучаюцца вузлавым зварным швом.
Дзеянне сіл у зоне вузлавых зварных швоў)
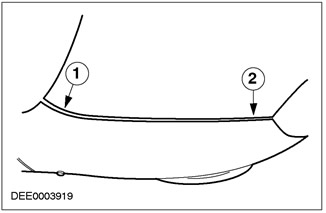
Велічыня зазораў
- Велічыня зазораў прапануе іншы варыянт дыягностыкі з дапамогай візуальнага агляду. Калі ў наяўнасці якія-небудзь змены ці парушэнне ўзаемапалажэння беражкоў, гэта звычайна паказвае на няправільнасць памераў праблемнай запасной часткі.
Змены ў велічыні зазораў
- Паз.##№ Запасны Часткі##Назва
- 1##-##Занадта шырокі зазор
- 2##-##Занадта вузкі зазор
Уплыў сутыкнення на кузаў
УВАГА: Элементы аўтамабіля, такія як паўвосі і прыстасаванні для мацавання прычэпа (трэйлера), перадаюць сілы. Калі аўтамабіль падвергнуўся ўдару ззаду, тады варта цалкам праверыць усе якія падлучаюцца элементы кузава і механічныя элементы (напрыклад апоры скрынкі перадач). Варта праверыць электронныя блокі, каб упэўніцца ў правільнасці іх працы.
Акрамя таго, магчыма ўсталяваць усю велічыню пашкоджанні, пачынальна з кірункі і велічыні сіл удару. Гэта аднак патрабуе шырокіх ведаў, якія датычацца канструкцыі кузава.
- Калі, напрыклад, удар прыйшоўся на пярэдні левы ланжэрон, правы ланжэрон з прычыны калянасці канструкцыі кузава (наяўнасць папярочкі) звычайна таксама падвяргаецца ўздзеянню. Часта даўжыня гэтага ланжэрана не будзе змяняцца, але з прычыны калянасці канструкцыі кузава ён можа перамясціцца са свайго зыходнага становішча (часта толькі вельмі малаважна). Калі прысутнічаюць якія-небудзь адхіленні, звычайна гэта можа выявіцца пры праверцы велічыні зазораў паміж дзвярамі і крылом ці пры праверцы на наяўнасць змен памераў.
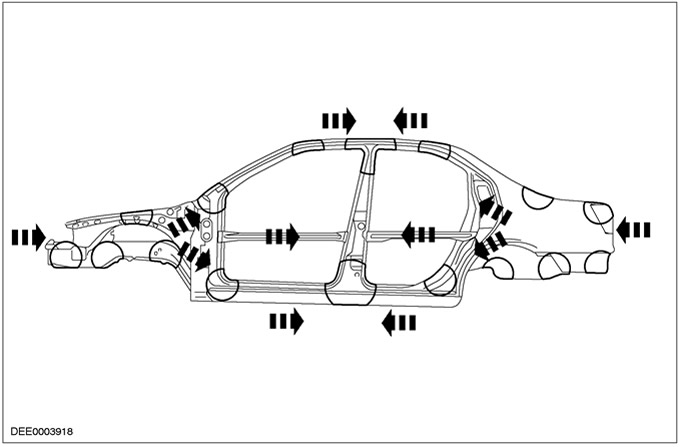
- У выпадку больш сур'ёзных удараў перадок кузава не можа паглынаць усю энергію ўдару, а зона размяшчэння людзей таксама дэфармуецца. Тут энергія ўдару перадаецца праз ланжэрон да стойкі "А" (гл. Схему). У выніку гэта прыводзіць да дэфармацый у зоне даху і дзвярнога парога.
- Кузаў рэагуе на бакавыя ўдары зусім інакш, калі маецца якая-небудзь зона змяцця. Паколькі зона размяшчэння людзей надзвычай устойлівая, у месцы ўдару ёсць параўнальна нязначныя мясцовыя дэфармацыі. Аднак, сілы ўдару перадаюцца да падлогі аўтамабіля, што часта прыводзіць да пашкоджання, так званага, бананавага выгляду, калі аўтамабіль пры дэфармаванні прымае форму банана па даўжыні яго падоўжнай восі.
Энергія ўдару перадаецца праз ланжэрон да стойкі «А»
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Зона дэфармацыі - брус даху |
| 2 | - | Зона дэфармацыі - дах |
| 3 | - | Зона дэфармацыі - парог дзвярэй |
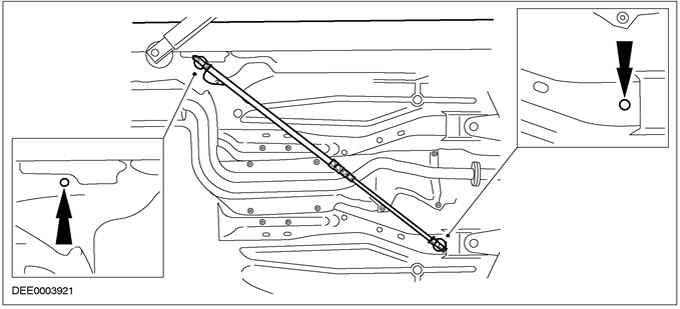
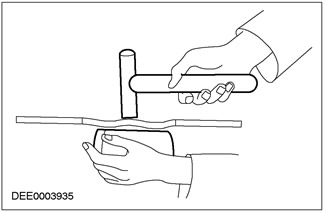
Вымярэнне пад дном
Вымярэнні з выкарыстаннем цыркуля
- цыркуль - гэта вельмі карысны прыбор для праверкі ніжняй часткі аўтамабілі (пад дном). Яго можна выкарыстоўваць, каб вызначыць адхіленні ў памерах па даўжыні і шырыні (але не па вышыні) пасродкам параўнальных вымярэнняў і дыяганальных вымярэнняў. Для гэтай мэты заўсёды выбіраюцца апорныя кропкі кузава з пераліку дадзеных з памерамі рамы кузава.
Вымярэнні сіметрыі з выкарыстаннем цыркуля
Абмеры кузава
Варыянты вымярэння
- Параўнальныя вымярэнні таксама можна рабіць на вонкавым боку кузава. У залежнасці ад пашкоджання можна выканаць параўнальныя і дыяганальныя вымярэнні, выкарыстаючы цыркуль, тэлескапічную штангу, рулетку або лінейку.
УВАГА: Пры праверцы на наяўнасць змены памераў абапал варта абраць аднолькавыя апорныя кропкі (напрыклад, адтуліны, беражкі, капцы і г.д.).
- Усе важныя вонкавыя памеры кузава пералічваюцца ў апісанні рамонтаў кузава для пэўных мадэляў.
Вымярэнні з выкарыстаннем вымяральнага/правачнага стэнда.
- Вымяральны/ правачны стэнд патрабуецца для выканання дакладных абмераў падлогі кузава. Сістэмы вымярэння дзеляцца на катэгорыі паводле прынцыпу іх дзеяння:
- Механічная вымяральная сістэма
- Аптычная вымяральная сістэма
Хуткія і дакладныя вынікі вымярэння можна атрымаць, выкарыстоўваючы камп'ютарызаваныя вымяральныя сістэмы.
Для вызначэння памераў па даўжыні, шырыні і вышыні патрабуецца, мінімум, тры непашкоджаных вымяральных кропкі, размешчаныя на падлозе.
У некаторых выпадках гэта можа азначаць стварэнне даступных кропак вымярэння. Усе гэтыя вымяральныя сістэмы можна выкарыстоўваць для выканання вымярэнняў кузава, пры ўмове наяўнасці адпаведнага абсталявання.
Вымяральная прынада для вымярэнняў кузава
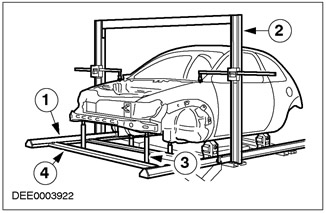
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Асноўная рама |
| 2 | - | Мерная лінейка |
| 3 | - | Тэлескапічная вымяральная штанга з вымяральным мацам |
| 4 | - | Вымяральны масток |
Стэнд для выверкі
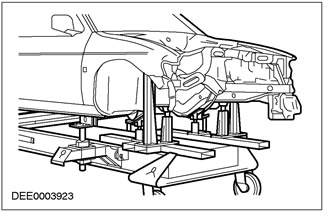
Планаванне рамонту
Перад пачаткам рамонту неабходна прыняць наступныя рашэнні:
- Аўтамабіль мае патрэбу ва ўсталёўцы на правачны стэнд ці яго можна выправіць іншым спосабам?
- Пол мае патрэбу ў выкананні замераў?
- Агрэгаты, падобныя рухавіку або мастам, маюць патрэбу ў зняцці?
УВАГА: Пераважна адрамантаваць элементы кузава, а не замяняць іх, т.я. гэта дазволіць пазбегнуць пашкоджанні ўсёй абечак кузава. Якія элементы кузава маюць патрэбу ў замене?
- Якія элементы кузава могуць быць адрамантаваны?
Атрыманне запасных частак
Даступнасць запасных частак часта вызначае, наколькі лёгка можа быць выкананы рамонт кузава. Рэкамендуецца наступная працэдура:
- Атрымайце ўсе дадзеныя па аўтамабілі, уключаючы тып, ідэнтыфікацыйны нумар аўтамабіля, код аздаблення, літары ідэнтыфікацыі рухавіка, дадзеныя аб першаснай рэгістрацыі і г.д.
- Вызначыце ўсе металічныя элементы, якія маюць патрэбу ў замене.
- Вызначце ўсе элементы, якія падлучаюцца, якія маюць патрэбу ў замене, уключаючы малыя элементы падобныя на заклёпкі, заціскі і г.д.
- Пасля атрымання ўсіх запасных частак праверце іх на аўтамабілі, каб пераканацца ў тым, што яны правільныя і ўкамплектаваны.
Рамонт з праўкай
Рамонты з праўкай часта патрабуюцца для аднаўлення першапачатковай формы кузава пасля сутыкнення. Гэта можна зрабіць, выкарыстоўваючы:
- Стэнды для выверкі становішча
- Універсальны стэнд для праўкі і вымярэння
- Зварачны стэнд
Каб забяспечыць прафесійнае выкананне рамонту і правільнасць усіх памераў пасля выканання рамонту, неабходна ўлічыць наступныя моманты.
Структура:
- Паслядоўнасць рамонту залежыць ад індывідуальнага плана рамонту (улік любой неабходнай працы па разборцы).
- Ачысціце зоны далучэння.
- Замацуйце аўтамабіль на адпаведным стэндзе такім чынам, каб у ім не ўзніклі пашкоджанні.
- Падопрыце агрэгаты, каб зняць напругі з кузава.
- Спыніцеся, прынамсі, на трох вымяральных/ апорных кропках, якія не пашкоджаныя і наколькі магчыма далёка размешчаны сябар ад сябра (для асноўнага рэгулявання).
- Праверце памеры вымяральных/апорных кропак.
Праўка:
УВАГА: Пастаянна ў працэсе праўкі правярайце памеры і зазоры.
- Праўка кузава заўсёды вырабляецца ў кірунку, процілеглым кірунку ўдару. Заўсёды выконвайце праўку пры цалкам сабраным кузаве (не выразайце загадзя ніякія элементы). Выконвайце праўку ў некалькі стадый. Гэта прадухіляе рызыку звышрасцяжкі ці парыву зварных злучэнняў. Пры кожным аднаўленні формы ў працэсе выцягвання пастуквайце алюмініевым малатком, каб зняць напругі (у зонах зададзеных месцаў дэфармавання, увагнутасцяў, зварных злучэнняў і г.д.)
Спецыфічныя асаблівасці:
- Высокатрывалая нізкалегіраваная сталь мае вялікую тэндэнцыю да захавання яе дэфармаванай формы.
- Пры неабходнасці пры выкананні праўкі адкрыйце дзверы ці капот.
- Ніколі не прыкладвайце цяпло пры выкананні праўкі.
- Выконвайце інструкцыі, дадзеныя ў раздзеле «Ахоўнае абсталяванне/ тэхніка бяспекі пры выкананні рамонту».
Адразанне элементаў кузава
У залежнасці ад таго, якія элементы падлучаюцца, для выразкі / аддзяленні частак кузава падыходзяць розныя прылады.
УВАГА: Усе іншыя элементы, такія як абсталяванне салона, шыба і г.д., варта абараніць ад раскіданых іскраў.
УВАГА: Пераканайцеся ў правільнасці налады глыбіні фрэзеравання, каб прадухіліць аслабленне фланца, што застаецца.
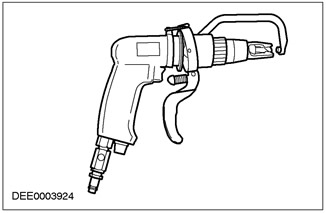
Выфрэзероўка кропкавых зварных швоў
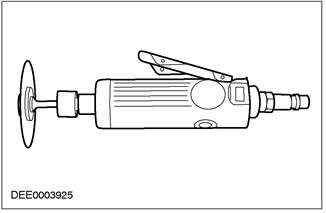
Кантавы шліфавальны круг
УВАГА: Выкарыстоўвайце ахоўнае адзенне. Абараніце любую ўразлівую частку кузава ці шкляныя зоны ад раскідальных іскраў. Выдаліце выбуховыя матэрыялы з суседніх блізкаразмешчаных зон.
- Любыя кропкавыя зварныя швы, якія недаступныя для выфрэзеравання (дыяметр > 8 мм) павінны быць выфрэзераваны, выкарыстоўваючы кантавы (стрыжневы) абразіўны круг. Тое ж самае ставіцца да кропкавых і простых зварных швоў, выкананым па тэхналогіі MIG.
Тарцавы (стрыжневы) абразіўны круг
Аддзяленне рэзаннем
УВАГА: Размешчаныя ніжэй («падлеглыя») металічныя элементы, джгуты электраправодкі, шлангі і г.д. не павінны быць пашкоджаны - пры неабходнасці загадзя зніміце іх.
- Пілы для кузаўных прац асабліва ўніверсальныя і таму добра падыходзяць для падзелу элементаў кузава адразаннем.
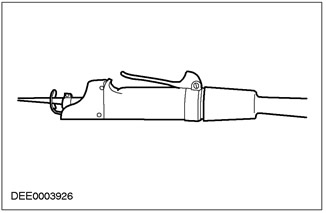
Піла з кароткім ходам
- Элементы кузава звычайна адлучаюцца, выкарыстоўваючы пілу з кароткім ходам. Яна аказваецца вельмі гнуткай нават у зонах, дзе доступ вельмі абмежаваны.
Піла з кароткім ходам
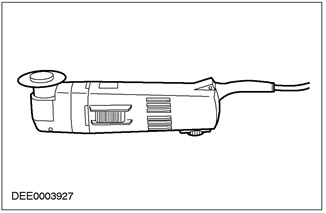
Піла са зваротна-паступальным рухам
- У дадатак да пілы з кароткім ходам таксама можа выкарыстоўвацца піла са зваротна-паступальным рухам. Выкарыстоўваючы яе можна рабіць вузкія і прамыя рэзы на дакладную глыбіню.
- Тэрмін службы палатна можна істотна павялічыць, астуджаючы палатно алеем. Усю габлюшку, якая ўтвараецца пры пілаванні, заўсёды варта выдаляць з паражнін (выкарыстоўваючы адсмоктванне), каб прадухіліць рызыку карозіі.
- Калі на элеменце, які павінен быць адрэзаны, маюцца якія-небудзь паяніі злучэння, выкарыстайце зварачную гарэлку, каб раўнамерна нагрэць элемент да расплаўлення паяння. Затым адлучыце "стары" элемент.
Піла са зваротна-паступальным рухам
Выкананне рамонту
Поўная замена
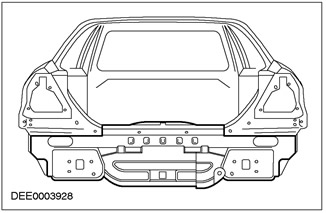
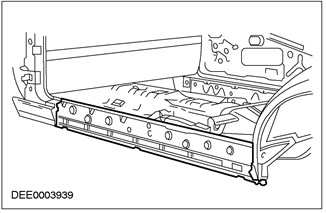
- Пры поўнай замене ўвесь пашкоджаны «стары» элемент адлучаецца ў месцах яго зыходных злучэнняў і затым усталёўваецца новы элемент цалкам. На наступным малюнку паказана замена панэлі задка на новую (Mondeo).
Замена панэлі задка на новую (Mondeo)
Секцыйная замена
- У шматлікіх выпадках маецца тэхнічны і эканамічны сэнс у выкананні секцыйнай замены. Два галоўныя меркаванні - гэта, па-першае, захаванне поўнай зыходнай канструкцыі кузава, і па-другое, звядзенне кошту рамонту да мінімуму.
- Ёсць тры розныя спосабы секцыйнай замены:
Стыкавыя злучэнні
- Новы элемент і стары элемент злучаюцца бесперапынным зварным швом па тэхналогіі MIG.
- Стыкавыя злучэнні звычайна выкарыстоўваюцца пры секцыйнай замене элементаў сілавога набору і стоек або пры аддзяленні элемента з кароткім рэзам.
Стыкавое злучэнне
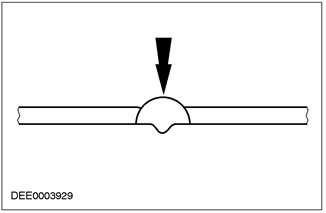
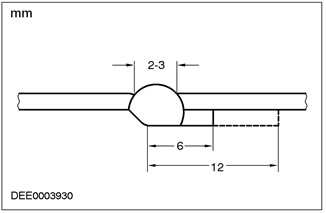
Перагінанне абзы
УВАГА: Хоць перагінальнай абзы складае 12 мм, толькі 10 мм варта даць у якасці прыпуску на новы элемент. Гэта аўтаматычна стварае зададзены зварачны зазор паміж абзой старой панэлі і абзой новай панэлі. Перад усталёўкай новага элемента створаны беражок памяншаецца да 6 мм па чынніках абароны ад карозіі.
- Перагінанне абзы галоўным чынам робіцца на «старым» элеменце, які ўсё яшчэ падлучаны. "Стары" элемент і новы элемент злучаюцца перарывістым швом.
Перагінанне абзы
Металічная падкладная паласа
- Металічная падкладная паласа (шырынёй прыблізна 30 мм) з пакінутага «старога» элемента або новага элемента прыварваецца кропкавай зваркай да тыльнага боку злучэння.
УВАГА: Перагінанне абзы або металічныя падкладныя палосы звычайна выкарыстоўваюцца пры даўжэйшых рэзах.
УВАГА: Пры секцыйных заменах рэзы для аддзялення заўсёды варта рабіць як мага карацей. У раздзелах, прысвечаных пэўным мадэлям, паказваюцца толькі рэзы па лініях адразання.
- Не рабіце ніякія рэзы каля ўзмацнення ці па зонах зададзенай дэфармацыі.
УВАГА: Не пачынайце адразанне «старога» элемента датуль, пакуль не будзе дастаўлены новы элемент (рамонтныя секцыі могуць вар'іравацца ў памерах).
- Для секцыйнага рамонту маюцца спецыяльныя рамонтныя секцыі, і яны асобна пералічваюцца ў Мікрафішы па запасных частках.
Металічная падкладная паласа
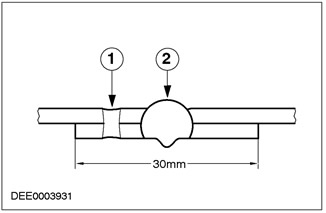
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Кантактная кропкавая зварка |
| 2 | - | Перарывісты зварное шво па тэхналогіі MIG |
Рамонтныя секцыі панэляў - Ford Ka
Секцыйная замена - ланжэрон, Ford Puma
Падрыхтуйце старыя элементы, якія застаюцца на аўтамабілі / новыя элементы.
- Аднавіце пачатковую форму суседняй паверхні любых уціснутых частак кузава, якія павінны застацца на аўтамабілі, выкарыстаючы малаток і зваротная прылада (забяспечвае адпаведнасць формы старога элемента і новага элемента). Выдаліце, выкарыстоўваючы кутнюю шліфавальную машынку, кропкавыя ці іншыя зварныя швы.
- Адрэжце новыя элементы ў адпаведнасці з формай.
- Пры неабходнасці прабіце або прасвідруйце адтуліны для кропкавай зваркі.
УВАГА: Не выкарыстоўвайце зварачную гарэлку для зняцця рэшткаў лакафарбавага пакрыцця (цяпло можа выклікаць дэфармацыю металу).
- Абапал зачысціце ўсе злучальныя фланцы да чыстага металу. Не выкарыстоўвайце для гэтай мэты кутнюю шліфавальную машынку (гэта можа прыслабіць метал і пашкодзіць цынкавы пласт). Якія адпавядаюць прылады: якая верціцца драцяная шчотка, істужачна-шліфавальная машынка або пластыкавы дыск.
- Выключаючы паяніі злучэння, багата вырабіце зварачны грунт на ўсе зварачныя фланцы.
- Перад выкарыстаннем грунт варта добра размяшаць.
УВАГА: Пры выкарыстанні аэразоляў захоўвайце асцярожнасць, каб не забрудзіць суседнія зоны пры распыленні аэразоля.
УВАГА: Па дадатковую інфармацыю звярніцеся да Раздзела 501-25B «Рамонт кузава - Абарона ад карозіі».
Усталюйце новы элемент.
Варта пераканацца ў тым, што новы элемент сапраўды адпавядае загаданым памерам. Адпаведнае абсталяванне:
- Стэнд для выверкі становішча
- Універсальная вымяральная сістэма
- Зборачны стэнд
- Лінейка або рулетка
- Цыркуль
- Памеры рамы можна знайсці ў кіраўніцтвах па рамонце, прысвечаным канкрэтным мадэлям.
УВАГА: На гэтай стадыі павінны быць усталяваны любыя якія падлучаюцца элементы кузава, якія патрабуюць дакладнасці выверкі і ўсталёўкі, напрыклад, бамперы, ушчыльненні, фары, заднія ліхтары і элементы замка ў зборы. Калі гэта не зрабіць акуратна, гэта можа прывесці да працёкаў вады, пранікненню шуму ветра і значнага аб'ёму наступных прац.
Пераканайцеся ў тым, што краі сумешчаны з суседнімі элементамі і праверце правільнасць зазораў (параўнайце левую і правую бакі). Пераканайцеся ў захаванні формы аўтамабіля.
Замацаванне новага элемента
УВАГА: Запатрабаванне ў наступных працах можа быць значна паменшаная, калі выверка становішча і зварка прихваточными швамі выконваецца з належнай акуратнасцю.
У залежнасці ад даступнасці маюцца наступныя метады замацавання:
- Пасатыжы (камплект)
- Вінтавы заціск (камплект)
- Саманаразаючыя шрубы
- Прыхваткі
Выкарыстоўвайце кернер або адвёртку, каб забяспечыць сумяшчэнне краёў прафіляваных элементаў пры секцыйнай замене. Край затым прыварваюць прихваточными швамі, каб забяспечыць правільнасць яго становішча.
Выверка становішча і зварка прихваточными швамі
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Прыхваткі |
| 2 | - | Выкарыстанне адвёрткі для выверкі становішча |
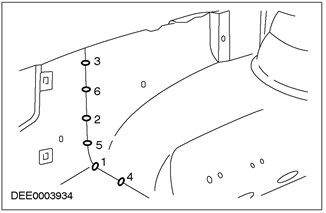
Даўжэйшыя злучэнні звычайна зварваюцца прихваточными швамі, каб прадухіліць дэфармаванне панэлі. Важна варыць швы-прыхваткі ў правільнай паслядоўнасці (гл. Схему).
Прыварыце новы элемент, прытрымліваючыся інструкцый, указаным у кіраўніцтве па рамонце. Прачытайце і вазьміце на нататку заўвагі, выкладзеныя ў гл. «Рамонты са зваркай і паяннем».
Правільная паслядоўнасць зваркі прихваточными швамі
Наступныя рамонты / абарона ад карозіі
Гэты пункт, у асноўным, прысвечаны наступнай працы:
- Зачыстка зварных швоў і пры неабходнасці запаўненне іх свінцом.
- Грунтоўка аголенага металу.
- Герметызацыя зварных швоў.
- Нанясенне ахоўнага пакрыцця на дно.
- Устаноўка дэмпфіруючага абліцоўвання.
- Запаўненне паражнін пенапластам.
УВАГА: За дадатковай інфармацыяй звярніцеся да Раздзела 501-25A / 501-25B / 501-25C / 501-25D / 501-25E / 501-25F / 501-25G. Рамонт кузава - Абарона ад карозіі
- Масціка для паражнін (пры афарбоўванні).
Астукванне (рыхтоўка) панэляў
Тыпы сталі, якая выкарыстоўваецца пры вырабе кузава
- Кузавы аўтамабіляў вырабляюцца з тонкаліставай сталі з таўшчынёй у межах ад 0,5 да 2,75 мм. Ёсць два галоўныя тыпы:
- Кузаўныя панэлі з якаснай штампаванай сталі
- Высокатрывалая нізкалегіраваная сталь
- Кузаўныя панэлі з якаснай штампаванай сталі:
- Гэтыя кузаўныя панэлі мякчэйшыя і лягчэйшая штампуюцца. Яны надзвычай добра расцягваюцца і таму не ўспрымальныя да непажаданага парэпання.
- Высокатрывалая нізкалегіраваная сталь:
- Высокатрывалая низколегированная сталь нашмат больш устойлівая да штампоўкі ці іншай апрацоўцы, чым, напрыклад, сталь ST14. Яна таксама мае больш высокую мяжу трываласці пры расцяжэнні.
Асноўныя прынцыпы абстуквання панэляў
- Перад выкананнем якіх-небудзь секцыйных замен ці поўных замен кузаўных панэляў заўсёды старанна правярайце, ці можа пашкоджаная панэль(і) быць выпраўленая метадам абстуквання.
- Абстукванне (рыхтоўка) панэлі - гэта звычайна самы просты і найболей эканамічны метад рамонту пашкоджанай панэлі.
Прыклады прымянення розных тэхналогій абстуквання панэлі:
- Алюмініевы малаток і драўляны малаток
- Перавага: нізкая верагоднасць звышрасцяжэння панэлі.
- Выкарыстоўваецца для рамонту малых западзін на панэлях, доступ да якіх маецца абапал.
- Гэтыя дзве прылады для абстуквання панэляў звычайна выкарыстоўваецца для «фінішных рамонтаў».
«Тонкая» праўка з дапамогай алюмініевага малатка і ўніверсальнага падкладнога штампа
Малаток з рухомым ударнікам
- Калі доступ да пашкоджанай панэлі маецца толькі з вонкавага боку, каб аднавіць форму панэлі, выкарыстоўвайце малаток з рухомым ударнікам. Дыскі або шпількі, неабходныя для ўсталёўкі малатка з рухомым ударнікам, прыварваюцца да аголенай металічнай паверхні. Увагнутасці ў панэлі можна выправіць, выкарыстоўваючы кіраванае ўздзеянне малатка з рухомым ударнікам.
Тэрмаапрацоўка панэляў
- Звычайна непазбежна, што ў выніку механічнай дэфармацыі некаторыя часткі панэляў кузава паказваюць наяўнасць залішняга матэрыялу. Калі маюцца якія-небудзь зоны залішняга матэрыялу, гэта выклікае абмежаваную страту ўстойлівасці з прычыны наяўнасці адрозненняў у нацяжэнні матэрыялу. Гэтыя мясцовыя зоны страты ўстойлівасці можна стабілізаваць, выконваючы тэрмаапрацоўку.
УВАГА: Гэтае правіла не распаўсюджваецца на высокатрывалую низколегированную сталь.
Правіла: Праўка панэляў тэрмаапрацоўкай памяншае колькасць залішняга матэрыялу ў большай ступені, чым першапачатковае расцяжэнне.
Розныя метады тэрмаапрацоўкі
УВАГА: У залежнасці ад колькасці залішняга матэрыялу выкарыстоўваюцца розныя метады тэрмаапрацоўкі.
- Праўка з выкарыстаннем полымя
- Калі лішак матэрыялу назіраецца ў значнай зоне, выкарыстоўваецца зварачны гарэлка (памер гарэлкі 0,5 - 1,0 мм). Выкарыстоўвайце слабое полымя.
- Паверхня металу коратка награваецца плямамі і затым адразу ж астуджаецца вільготнай губкай.
- Патрабаванне: Уменне правільна звяртацца са зварачнай гарэлкай і веданне кветак адпалу сталі.
- Перавага: Адсутнасць пашкоджанняў паверхні металу.
- Праўка з выкарыстаннем полымя ў камбінацыі з малатком і інструментам у адказ
УВАГА: Эфектыўнасць праўкі павялічваецца за кошт паскарэння награвання і ахладжэння.
- Калі лішак матэрыялу сканцэнтраваны, тады эфектыўнасць праўкі можна павялічыць, акуратна выкарыстоўваючы пасля награвання алюмініевы ці драўляны малаток.
- Патрабаванне: Здольнасць распазнаваць напружаны стан матэрыялу, назіраючы за паверхняй, якая падлягае праўцы.
- Праўка з выкарыстаннем вугальнага электрода
- Калі зоны панэлі даступныя толькі з аднаго боку або панэль толькі злёгку страціла ўстойлівасць, пераважным метадам праўкі з'яўляецца праўка з выкарыстаннем вугальнага электрода.
- Патрабаванне: Аголеная металічная паверхня.
- Недахоп: Наяўнасць драпін і ўмацаванне паверхні.
- Праўка з выкарыстаннем меднага электрода
- Дробныя, вострыя ўвагнутасці, якія звернутыя вонкі, можна ўхіліць, выкарыстоўваючы медны электрод.
- Праўка з выкарыстаннем полымя і фасонных напільнікаў для кузаўных работ
УВАГА: Пры правільным выкарыстанні гэты метад можна выкарыстоўваць, не здымаючы ўсе элементы, якія далучаюцца (ашалёўку даху, джгуты электраправодкі і г.д.).
- Малыя ўвагнутасці (толькі з малаважным расцяжэннем): Пры апрацоўцы краёў увагнутасці па спіралі ў кірунку ўнутр увагнутасць награваецца ацэтыленакіслароднай гарэлкай (памер гарэлкі 1 - 2 мм, залішняе газавае полымя) да тэмпературы прыблізна 250° C.
- Хуткая праца кузаўным напільнікам адводзіць цяпло ад памежнай зоны і так да тых, пакуль увагнутасць не выправіцца. Пераважна чаргаваць працу двума напільнікамі. Гэта павялічвае колькасць цяпла, якую можна адвесці.
Запаўненне панэляў свінцом
Запаўненне панэляў свінцом - гэта найлепшы метад рамонту для праўкі злучэнняў пры секцыйным рамонце ці для ўхілення малых зон няроўнасцяў на паверхні панэлі. Перавагі:
- Выдатнае схопліванне з аголенымі металічным паверхнямі.
- Вельмі добрыя фармовачныя ўласцівасці.
- Добрыя ўласцівасці для аднаўлення формы.
- Пастаянная форма.
- Цеплавое пашырэнне - такое ж, як у сталі.
УВАГА: Сплаў з цынам: PB 25 % / 75 %. Выкарыстоўвайце адсмоктванні. Абсталяванні для забеспячэння дыхання.
Працэс: Абстукаеце малатком накладваемы свінцовы груз перад канчатковай яго даводкай, каб выдаліць бурбалкі паветра.
Рамонт са зваркай і паяннем
Меры засцярогі
УВАГА: Звернецеся да заўваг, дадзеным у гл. "Ахоўнае абсталяванне/ тэхніка бяспекі пры выкананні работ".
- Адлучыце провад масы акумулятара і зачыніце клему, каб засцерагчы электронныя модулі аўтамабіля (ABS, падушкі бяспекі і г.д.).
- Не дапускайце кантакту электронных блокаў ці магістраляў з «масай» або зварачным электродам.
- Зніміце акумулятар перад выкананнем зваркі паблізу ад яго.
- Будзьце лімітава акуратныя пры зварцы каля паліўнага бака ці іншых элементаў, якія ўтрымоўваюць паліва. Калі для атрымання доступу для выканання зваркі павінны быць аддзелены заліўная гарлавіна ці топливопровод, варта апаражніць і зняць паліўны бак.
- Ніколі не выконвайце зварку або паянне любога тыпу на элементах запраўленай сістэмы паветранага кандыцыянавання. Тое ж самае справядліва, калі ёсць рызыка награвання сістэмы паветранага кандыцыянавання.
- Падлучыце злучэнне зазямлення электразварачнага абсталявання прама да таго элемента, які павінен быць прывараны. Пераканайцеся ў адсутнасці электраізалюючых элементаў паміж злучэннем зазямлення і месцам зваркі.
- Суседнія элементы аўтамабіля і побач стаячыя аўтамабілі варта ахаваць ад раскіданых пры зварцы іскраў і ўздзеянні цяпла.
Кантактная кропкавая зварка
90% зварных швоў пры вырабе аўтамабіля выконваюцца кантактнай кропкавай зваркай. Як правіла, для рамонту павінна выкарыстоўвацца тая ж методыка злучэння, якая выкарыстоўваецца пры вырабе аўтамабіля. Колькасць і дыяметр кропак зваркі пры рамонце павінны быць тымі ж, што і пры вырабе аўтамабіля. Альтэрнатыўную тэхналогію злучэння можна выкарыстоўваць толькі ў выключных выпадках.
Настройка абсталявання і параметраў зваркі
Абсталяванне:
- Для наладкі абсталявання выконвайце інструкцыі вытворцы абсталявання.
- Абярыце правільныя трымальнікі электродаў (як мага карацей).
- Дакладна выверце становішча трымальнікаў электродаў і наканечнікаў.
- Наканечнікі электродаў павінны быць выпуклыя (груба надайце форму напільнікам, дапрацуйце форму шліфавальнай прыладай).
Кузаў:
- Упэўніцеся ў тым, што фланцы, якія падлягаюць злучэнню, размяшчаюцца зусім роўна адносна адзін аднаго.
- Падрыхтуйце чыстую металічную паверхню ў месцы злучэння (унутры і звонку).
Нататкі па методыцы/ тэхналогіі:
- Выканайце кантрольнае зварное шво на ўзоры матэрыялу, пакрытым зварачнай пастай.
- Калі паміж трымальнікамі электрода размяшчаюцца якія-небудзь металічныя элементы, будзе мацца страта індукцыі, а, такім чынам, і магутнасці(рэгуляванне сілы току
- Для высокатрывалай нізкалегіраванай сталі патрабуецца рэгуляванне магутнасці.
- Паўторная зварка па старых месцах зваркі часта вядзе да нізкай якасці зварнога шва.
- Трымайце наканечнікі электродаў пад кутом да кантактнай паверхні, максімальна блізкім да 90°.
- Захоўвайце націсканне на электроды на працягу кароткага прамежку часу пасля завяршэння зваркі.
УВАГА: Астуджайце электроды ў вадзе пасля выканання прыблізна 10 кропак кропкавага зварнога шва, каб забяспечыць патрабаваную якасць зваркі (неабходнасць у астуджальных электродах адсутнічае).
- Электроды працуюць лепш за ўсё, калі маюць выпуклую форму. Рэгулярна чысціце кантактную паверхню электродаў.
Кантактная кропкавая зварка панэляў, калі поўная таўшчыня - 3 мм або больш
Для рамонту ўсіх сучасных аўтамабіляў Ford абсталяванне для выканання кантактнай кропкавай зваркі павінна быць здольна выконваць надзейную зварку ацынкаваных панэляў і панэляў з высокатрывалай сталі, мелых тры ці больш пластоў, сумарнай таўшчынёй да 5 мм. Калі гэтыя патрабаванні не выконваюцца, па меркаваннях бяспекі варта выкарыстоўваць пудлінгавую зварку. Электрычныя спецыфікацыі (сіла току, супраціў, цеплыня) абсталяванні для кантактнай кропкавай зваркі адрозніваюцца ў залежнасці ад тыпу абсталявання. Таму, у стаўленні фактычных характарыстак зварачнага працэсу важна выкананне інструкцый вытворцы абсталявання.
Зварка MIG/MAG
Настройка абсталявання і параметраў зваркі
Любыя злучэнні, пры вырабе аўтамабіля звараныя па тэхналогіі MIG/MAG, падчас рамонту павінны быць звараныя па гэтай жа тэхналогіі. Таксама падчас рамонту некаторыя кропкавыя зварныя швы павінны быць заменены пудлінгавымі зварнымі швамі.
Калі доступ абцяжараны ці адсутнічае зварачнае абсталяванне для кропкавай зваркі якая адпавядае магутнасці (гл. вышэй) для агульнай таўшчыні панэляў 3 мм або больш, часам падчас рамонту кантактную кропкавую зварку варта замяняць пудлінгавай зваркай. У гэтым выпадку патрабуецца павелічэнне часу, і адпаведна варта прыняць да ўвагі ўзмацненне жорсткасці патрабаванняў да абароны ад карозіі.
Рамонт са зваркай можна выканаць правільна толькі пры ўмове правільнасці налады абсталявання і ўсіх параметраў зваркі.
Абсталяванне:
- Наладзьце абсталяванне ў адпаведнасці з прадпісаннямі вытворцы.
- Шлангі не павінны быць перакручаны.
- Асяродак павінна быць вольная ад абразіўных часціц.
- Газавыя соплы павінны быць вольныя ад дзындры і акаліны.
- Звярніце ўвагу на якасць зварачнага электрода і выдатак газу.
Тып кузава:
- Пераканайцеся ў якасці злучаных паверхняў.
- Падрыхтуйце аголеную металічную паверхню ў месцы злучэння.
- Забяспечце захаванне правільнасці зазораў (фарміраванне кораня шва).
Нататкі па методыцы/ тэхналогіі:
УВАГА: Павялічаная падача цяпла пры выкананні зваркі па тэхналогіі MIG знішчае пласт зварачнага грунта/ цынку ў нашмат большай зоне, чым пры кантактнай кропкавай зварцы, у выніку чаго патрабуецца надаць нашмат больш увагі пры наступным нанясенні антыкаразійнага.
УВАГА: Каб пераканацца ў тым, што зварное злучэнне ўяўляе сабой не толькі павярхоўнае злучэнне, заўсёды варта выконваць кантрольнае зварное шво.
- Падлучыце кабель зазямлення побач з месцам зваркі (пераканайцеся ў добрай якасці кантакту).
- Пры выкананні пудлінгавай зваркі пачніце зварку на ніжняй панэлі, каб забяспечыць адэкватнае пранікненне.
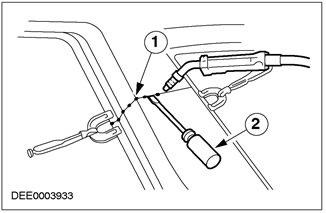
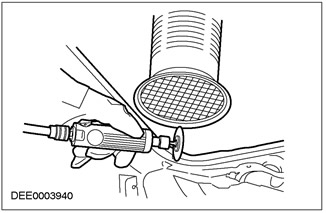
Пудлінгавая зварка
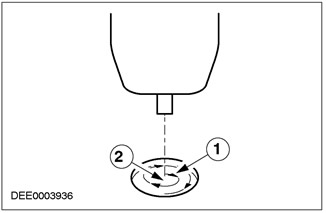
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Напрамак зваркі: перамяшчайцеся па крузе ў напрамку знутры вонкі |
| 2 | - | Пачатковы пункт зваркі: цэнтр адтуліны на ніжняй панэлі |
Паяныя злучэнні
Ніколі не замяняйце завадскія паяніі злучэння на любы іншы тып злучэння.
УВАГА: Каб прадухіліць рызыку карозіі, выдаліце ўсе сляды флюсу.
Паяніі злучэння патрабуюць асабліва дбайнай падрыхтоўкі. Надзвычай важна, каб злучаныя паверхні былі сапраўды сумешчаны і каб у месцы злучэння была падрыхтавана чыстая аголеная металічная паверхня.
Клеевые злучэнні
Тэхналогія склейвання ўсё часцей і часцей прымяняецца ў аўтамабілебудаванні. Некаторыя зоны кузава закранаюцца ўсё больш і больш. Усе клеевые злучэнні падчас рамонту павінны быць адноўлены.
Інструкцыі па працы і правілы бяспекі
- Пры выкарыстанні клею ці герметыкаў заўсёды выконвайце інструкцыі вытворцы.
УВАГА: Выконвайце правілы тэхнікі бяспекі, усталяваныя вытворцам.
- Клеі - гэта хімікаты і таму яны адказваюць спецыфічным правілам бяспекі.
Склеіваем фланцы
- Фланцы капота, дзверы багажнага аддзялення і дзвярэй клеяцца пры вырабе аўтамабіляў і пры выкананні рамонтаў на шматлікіх мадэлях Ford.
- Гэтыя злучэнні галоўным чынам прызначаны для мэт герметызацыі (противокаразійных), а не для трываласці.
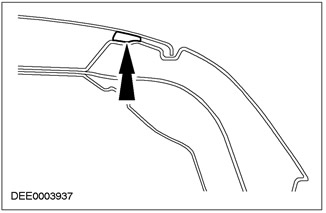
Злучэнні, для якіх патрабуецца трываласць
- Клеевые злучэнні, для якіх патрабуецца трываласць, выкарыстоўваюцца для мэт забеспячэння трываласці злучэння, мэт герметызацыі і мэт антыкаразійнай абароны (напрыклад, Escort/Orion 1991 гады ў задняй зоне даху, каля пераходу да стойкі «З»).
- Клей, які выкарыстоўваецца для гэтай мэты - эпаксідная смала 2К.
Клеявое злучэнне вонкавай ашалёўкі даху (Escort 1991 года)
Клеевае шкленне
- Амаль на ўсіх мадэлях лабавое шкло ўклейваецца прама ў раму акна на кузаве. Акрамя таго, у большасці варыянтаў мадэляў уклейваюцца шклы бакавых і задніх вокнаў.
- Шкла вокнаў уклейваюцца першым чынам па чынніках забеспячэння трываласці клеевого злучэнні. Зашкленне ўклейваннем надае кузаву дадатковую круцільную калянасць.
Клеявое злучэнне на вокнах з шклом, якое ўклейваецца
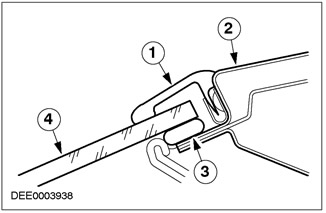
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Гумовая паласа |
| 2 | - | Рама акна |
| 3 | - | Клей |
| 4 | - | Шкло акна |
Зняцце і ўстаноўка вокнаў з шклом, якое ўклейваецца
Правілы тэхнікі бяспекі
Каб прадухіліць узнікненне траўм заўсёды варта выконваць наступныя правілы тэхнікі бяспекі:
- Выкарыстоўвайце ахоўныя пальчаткі.
- Выкарыстоўвайце ахоўныя акуляры.
Падрыхтоўка
- Перад выразаннем акна з уклееным шклом, адпусціце і зніміце ўсе падлучаныя элементы, змешчаныя ў зоне рэзання, якія падвяргаюцца небяспецы, напрыклад, панэлі аздаблення і дэкаратыўныя палосы, а таксама ўсе электрычныя злучэнні.
- Зачыніце ўсе афарбаваныя зоны, якія размяшчаюцца побач з акном.
- Зрэжце ўсе лішкі клею, т.я. гэта палягчае магчымасць выразання шкла.
- Замацуйце вертыкальна размешчаныя шкла, каб пазбегнуць іх выпадзення.
Выразанне шкла акна
- Рэжце па клеевому валіку ў лёгкадаступных месцах, выкарыстоўваючы рэжучую прыладу.
- Акуратна накіроўвайце рэжучую прыладу па перыметры акна, пераразаючы валік клею.
- Пазбягайце дакрананні да рамы акна і фланцу кузава.
- Выкарыстоўвайце спецыяльныя «вакуумныя прысоскі», каб атрымаць шкло з праёму акна.
Агульныя падрыхтоўкі да працэдуры склейвання
- Выконвайце інструкцыі вытворцы.
- Падрэжце які застаецца клеевой валік на металічным фланцы да рэшткавай вышыні прыблізна 1 мм. Не чапайце і не чысціце паверхню рэзання потым.
- Акуратна ўхіліце якія-небудзь пашкоджанні лакафарбавага пакрыцця (вырабіце грунт і вонкавае пакрыццё).
- Пры неабходнасці заменіце ўпоры акна.
Уклейванне шкла акна
- Вырабіце раўнамерны валік клею на акно або фланец кузава.
- Устаўце шкло ў праём акна і сцэнтруйце яго (патрабуецца наяўнасць 2 тэхнікаў).
- Праверце зазоры.
УВАГА: Адчыніцеся вокны і дзверы, у той час як акно застаецца на прасушку, і не перамяшчайце аўтамабіль (плясканне дзвярыма стварае залішняе ціск, якое можа выклікаць паслабленне мацавання акна).
Выкарыстоўвайце ліпкую стужку, каб прадухіліць выпадзенне шкла.
Заключныя аперацыі:
- Злучыце ўсе электрычныя злучэнні і праверце правільнасць працы элементаў.
- Усталюйце элементы, якія падлучаюцца, і праверце дакладнасць і надзейнасць мацавання.
- Выканайце візуальны агляд, каб пераканацца ў раўнамернасці зазораў і злучэнняў.
- Цалкам ачысціце шкло акна.
Рамонты спецыяльных кузаваў
Адкідны верх
- Кузаў з адкідным верхам значна адрозніваецца ад седана . Гэтыя адрозненні ставяцца не толькі да яго знешнасці і функцыянальным магчымасцям. Каб дасягнуць патрабаванай устойлівасці, неабходна ўзмацненне канструкцыі.
- Канструкцыя зачыненага кузава з обечайкой не магчымая, т. да. няма ніякіх брусоў даху. Таму для забеспячэння дастатковай устойлівасці (асабліва ў стаўленні калянасці пры кручэнні) адкіднога верха выкарыстоўваецца іншы спосаб. Гэта дасягаецца пасродкам канструктыўных змен наяўных элементаў кузава седан і ўсталёўкі дадатковых узмацняльных элементаў.
Узмацненне зоны парога дзвярэй
УВАГА: Калі на правачны стэнд усталёўваецца пашкоджаны аўтамабіль з усімі яго агрэгатамі, якія застаюцца на месцы, кузаў мае патрэбу ў падтрымцы, каб зняць частку нагрузкі.
Пры выкананні рамонту кузава варта адзначыць наступныя канструктыўныя асаблівасці:
- Вялікая таўшчыня матэрыялу, напрыклад у зоне парога дзвярэй.
- Іншыя паводзіны ў працэсе праўкі.
- Патрабуецца асабліва высокая дакладнасць устаноўкі; напрыклад, для кропак мацавання адкіднога верха.
- Усталёўку адкіднога даху і суседніх элементаў кузава варта правяраць падчас і пасля рамонту, каб пераканацца ў яе воданепранікальнасці, непранікальнасці шумоў ветра і правільным зачыненні.
- Аўтамабілі для бездаражы ("пазадарожнікі")
УВАГА: Калі кузаў мацуецца да шасі нітамі, усе нітавыя злучэнні паміж кузавам і шасі падчас праўкі варта правяраць на наяўнасць пашкоджанняў.
УВАГА: Калі пашкоджанне кузава і шасі больш сур'ёзна, кузаў варта зняць з шасі. Абодва элемента тады правяцца асобна.
- Пазадарожнікі маюць апорнае шасі, да якога кузаў мацуецца нітамі.
- Калі падчас рамонту становіцца неабходнай якая-небудзь праўка, тады выкарыстоўваюцца адмысловыя ўніверсальныя камплекты апор або правачныя стэнды.
Ахоўнае абсталяванне і тэхніка бяспекі пры выкананні работ
- Пры выкананні рамонту варта выконваць розныя правілы тэхнікі бяспекі і юрыдычныя патрабаванні. Абавязкова выкананне ўсіх правіл, якія тычацца аховы здароўя і тэхнікі бяспекі.
Меры засцярогі пры зварцы
Каб прадухіліць рызыку траўмы, варта выконваць наступныя меры засцярогі:
- Маска зваршчыка (абарона асобы)
- Экран
- Ахоўныя пальчаткі
- Ахоўныя чаравікі
- Адсмоктванне для дыму, які ўтвараецца пры зварцы
Зварку заўсёды варта выконваць у добра вентыляванай зоне. Заўсёды ў межах дасяжнасці павінен знаходзіцца вогнетушыцель.
Агульныя меры бяспекі пры выкананні рамонту кузава
Адсмоктванне
- Герметык, ахоўнае пакрыццё дна і г.д. не варта выпальваць, выкарыстоўваючы адкрыты агонь. Гэта прыводзіць да вылучэння атрутных газаў. Пры згаранні, напрыклад, ПВХ вылучаюцца газы, якія змяшчаюць саляную кіслату. Па гэтым чынніку пры выкананні шліфоўкі, зваркі ці паянні заўсёды варта выкарыстоўваць якое адпавядае адсмоктванне.
- Заўсёды забяспечвайце добрую вентыляцыю пры рабоце з матэрыяламі, якія змяшчаюць растваральнікі, выкарыстоўвайце абсталяванне для абароны органаў дыхання і адсмоктвання.
- Пры выразанні, шліфоўцы ці праўцы металу заўсёды варта выкарыстоўваць сродкі абароны вушэй, т.я. узровень шуму можа дасягаць ці нават перавышаць 85 - 90 дб (A).
- Выконвайце асцярожнасць, каб не глядзець прама ў любыя лазерныя вымяральныя сістэмы, напрыклад, якія выкарыстоўваюцца для вымярэння падлогі.
- Пры зняцці элементаў з аўтамабіля, устаноўленага на пад'ёмнік, сачыце за змяненнем становішча яго цэнтра цяжару. Пры першасным размяшчэнні аўтамабіля на пад'ёмніку прыміце да ўвагі, што можа запатрабавацца замацаваць яго ў пазбяганне перакульвання.
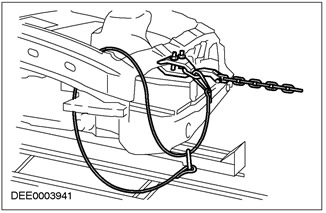
- У працэсе праўкі ланцугі і ланцужныя заціскі варта замацоўваць, выкарыстоўваючы ахоўныя тросы.
Засцерагальны трос
Каментары наведвальнікаў