Агульныя звесткі
З прычыны адрозненняў у канструкцыі рамонт элементаў з пластмасы мае на ўвазе розныя метады рамонту:
- Тэрмапластычная праўка
- Зварка пластмасы (PC, PP/EPDM і г.д.)
- Склейванне пластмасы (усе пластмасавыя элементы)
- Ламініраванне пластмасы (толькі элементы GRP з поліэфірнай смалой)
Пры выкананні рамонту вялікае значэнне маюць характарыстыкі пластмасы. Можна вылучыць дзве галоўныя групы:
- Тэрмапластыкі (пластамеры або тэрмапластычная пластмаса)
- Дюрапластыкі (тэрмарэактыўная пластмаса)
Тэрмапластыкі (пластамеры)
- Цяпло прымушае тэрмапластыкі пераходзіць з цвёрдага стану ў тэрмаэластычны стан і затым у тэрмапластычны стан.
- Пасля астуджэння тэрмапластыкаў яны вяртаюцца ў цвёрды стан.
Дюрапластыкі
Дюрапластыкі нашмат цяжэй і больш ломкі, чым тэрмапластыкі.
- Пры награванні іх трываласць у значнай ступені застаецца нязменнай.
- Пры перавышэнні крытычнай тэмпературы дзюрапластыкі руйнуюцца.
- Астуджэнне не будзе вяртаць іх у першапачатковы стан.
Пластмасы, якія выкарыстоўваюцца кампаніяй Ford
| Абрэвіятура | Найменне |
| ABS. | Акрыланітрылавы бутадыен стырол (палімер) |
| PA | Поліамід |
| PC | Полікарбанат |
| PP | Поліпрапілен |
| PP/EPDM | Поліпрапіленавая/ этыленпрапіленавая гума |
| PC/PBT | Полікарбанат/ тэрэфталат полібутылену |
| PBT/PC | Тэрэфталат полібутылену/ полікарбанат |
| PUR | Поліурэтан |
| GF | Узмоцнены шкловалакном |
Ідэнтыфікацыя пластмас
Калі пластмаса не мае ніякай маркіроўкі, яе тып можна ўсталяваць, выкарыстоўваючы дзве розных працэдуры / методыкі:
- Візуальны агляд
- Механічная праверка
Ідэнтыфікацыя тыпу пластмасы патрабуецца для выканання зваркі пластмасы, каб вызначыць правільнае выкарыстанне адпаведнага зварачнага электрода.
Візуальны агляд
Візуальныя агляды галоўнай выявай служаць для ідэнтыфікавання матэрыялаў PUR і GRP. Тэрмапластычныя элементы (напрыклад, бамперы) часта афарбоўваюцца і таму іх ідэнтыфікацыя абцяжарана.
Апазнавальныя характарыстыкі:
- PUR: калі ўтвараюцца расколіны або ўзнікаюць аналагічныя пашкоджанні, бачныя пары ў пенапласце.
- GRP: распазнаваць структуру шкловалакна на ўнутранай частцы.
Механічная праверка
- Ступень цвёрдасці; чым вышэй танальнасць, тым цвярдзей пластмаса.
- Пругкасць (эластычнасць); чым прыглушаней тон, тым вышэй пругкасць пластмасы.
УВАГА: Механічныя праверкі могуць дазволіць ідэнтыфікаваць групу пластмасы, але не тып пластмасы.
У адпаведнасці са статыстыкай пашкоджанняў найболей часта падвяргаюцца рамонту пластмасавыя бамперы.
УВАГА: Калі паліўрэтан (пена) з унутранага боку прылеплены да вонкавай абалонкі бампера, гэты пенапласт PUR не варта здымаць для выканання рамонту. Калі маецца сур'ёзнае пашкоджанне, такое як парэпанне ці расколванне вонкавай абалонкі, не выконвайце ніякі рамонт у зоне пенапласту. Правіла для гэтага выпадку: замяніце элемент.
Вонкавая абалонка пластмасавых бампером галоўнай выявай складаецца з тэрмапластычных матэрыялаў. У залежнасці ад ступені пашкоджання і даступнасці можна прымяніць наступныя працэдуры рамонту:
- Тэрмапругкая праўка
- Склейванне
- Зварка
Термупругкая праўка
Бамперы часта маюць дэфармацыі, якія адбываюцца ў пругкай зоне. Яны звычайна прымаюць форму ўвагнутасцяў, паглыбленняў і выгібаў. Многія з гэтых дэфармацый (напрыклад, у бамперы) адразу ж ці праз некаторы час самаўхіляюцца. Гэта самаўстараненне залежыць ад працягласці пашкоджання і тэмпературы. Большасць дэфармацый плоскасцяў у пругкай зоне ўхіляюцца (форма элемента вяртаецца ў зыходную форму) пры награванні бруёй гарачага паветра (тэхнічным тэрмафенам).
Пругкія дэфармацыі плоскасцей
УВАГА: Неабходнае ўздзеянне цяпла залежыць ад тыпу пластмасы. Не варта вырабляць награванне па-за пругкай зонай. Дэфармацыя пластмасы не можа быць рэверсавана. Ніколі не выкарыстоўвайце адкрыты агонь!
Увагнутасці ці паглыбленні на плоскасці варта раўнамерна награваць прыблізна да 200°C, выкарыстаючы тэхнічны тэрмафен і, калі магчыма, падаючы цеплыню па чарзе абапал. Калі вы не перашчыруеце ў падачы цяпла, дэфармацыя будзе ўхіленая і паверхня элемента вернецца да сваёй першапачатковай формы.
У пэўнай ступені праўку можна падтрымаць, выкарыстоўваючы механічныя інструменты, такія як дзяржальня малатка, пластмасавы клін і г.д.
Працяглыя расколіны і перакручванне
Калі ў зоне пашкоджання маюцца працяглыя расколіны ці нават перакручванне, магчымасці тэрмапругкай праўкі абмяжоўваюцца. Для гэтага віду пашкоджанняў больш за ўсё падыходзіць рамонт склейваннем.
- Каб прадухіляць нацяжэнне ў матэрыяле, адрэжце трэснутыя або перакручаныя зоны (выкарыстоўваючы ножовку).
- Нагрэйце выманне прыблізна да 200°C (раўнамерна, звонку і знутры) і адкарэктуйце форму да першапачатковай, выкарыстоўваючы вузкі шпатэль або дзяржальню малатка.
Зварка пластмасы
УВАГА: Не выконвайце зварку пластмасы ў зоне ўсталёўкі пенапласту.
Зварка пластмасы - найболей падыходны спосаб рамонту расколін у пластмасавых бамперах, дзе задні бок пашкоджанай зоны не падыходзіць для рамонту склейваннем. Прыклады: Рабрысты перасек, коробчатое перасек, вузкія скругленыя секцыі ва ўзмоцненых зонах.
Патрабуемыя інструменты і матэрыялы
У дадатак да інструментаў, якія ёсць на станцыі тэхнічнага абслугоўвання (такія як скрабкі, шліфавальныя машынкі і г.д.) для зваркі пластмасы патрабуюцца наступныя інструментальныя сродкі:
- Тэхнічны тэрмафен (прыблізна 1500 Вт)
- Зварачныя сопла
- Розныя зварачныя электроды
- Фрэза Ш 5.5 мм для апрацоўкі зварачнай канаўкі.
- Сэрцападобны шабер.
Пісталет для зваркі пластмасы
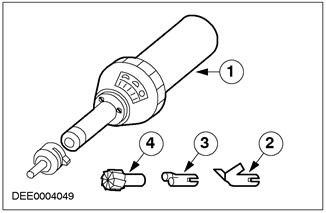
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Пісталет для зваркі пластмасы |
| 2 | - | Сопла для хуткай зваркі |
| 3 | - | Клінавае сопла (фіксаванае сопла) |
| 4 | - | Кантавая фрэза |
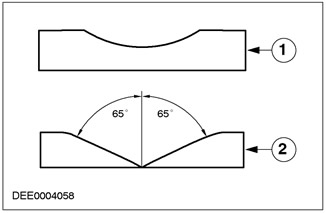
Падрыхтоўка месца рамонту (трэшчына)
Падрыхтуйце месца парэпання для зваркі швом з V-вобразным разделкой беражкоў.
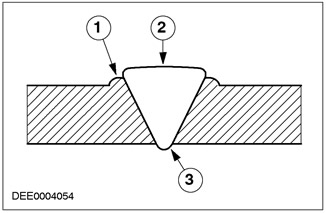
Зварное шво з V-вобразным разделкой беражкоў
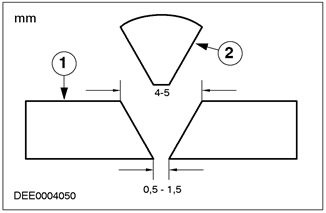
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Частка, якая падлягае рамонту |
| 2 | - | Зварачная асадка (пэўнай формы) |
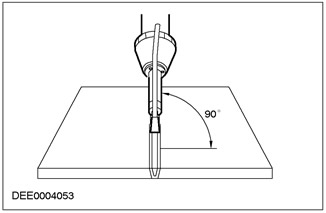
Падрыхтоўка зварнога шва з V-вобразным разделкой беражкоў:
- Зрабіце канаўку для зваркі, выкарыстоўваючы шабер (кантавую фрэзу).
- Вытрымайце вугал злучэння ў 60° - 70°.
УВАГА: Высвідруйце канец расколіны (свердзел дыяметрам 3 мм), што прадухіляе далейшае парэпанне. Перад пачаткам зваркі ў месцы, дзе выверка краёў нераўнамерная, зафіксуйце пачатак расколіны, выкарыстоўваючы пасатыжы.
- Высвідруйце канец расколіны.
Падрыхтоўка тэхнічнага тэрмафену і зварачнага электрода
Пераўтварыце тэхнічны тэрмафен у пісталет для зваркі пластмасы (падоўжанае сопла і сопла для хуткай зваркі).
Адрэгулюйце тэмпературу зваркі (200°C -700°C) у адпаведнасці з загаданымі значэннямі.
Тэмпература зваркі
Тэмпературу зваркі вызначаюць два фактары:
- Тып пластмасы
- Таўшчыня зварачнага электрода
Значэнні для найбольш важных матэрыялаў і таўшчыня звычайнага зварачнага электрода (5.7 мм x 3.7 мм)
|
Тэрмапласт |
Тэмпература зваркі ў °C ( прадпісанае значэнне) |
Настройка потенциометра кіравання для пісталета зваркі пластмасы |
|
|
Клінавае сопла |
Сопла для хуткай зваркі 5.7mm |
||
|
ABS. |
350 |
4,5 |
5,3 |
|
PP |
300 |
3,8 |
4,5 |
|
PP/EPDM |
300 |
3,8 |
4,5 |
|
PBT / PC |
300 |
3,8 |
4,5 |
|
PA |
400 |
5,1 |
5,6 |
|
PC |
350 |
4,5 |
5,3 |
|
PC/PBTP |
350 |
4,5 |
5,3 |
- Зварвайце пластмасу PBT/PC, выкарыстоўваючы толькі зварачны электрод PP.
- Пластмаса, узмоцненую шкловалакном, зварцы не падлягае.
- Афарбаваныя ў блакітны колер пластмасавыя элементы Ford Ka не могуць быць афарбаваны і таму не падыходзяць для рамонту элементаў з пластмасы.
Задні бок пісталета для зваркі пластмасы
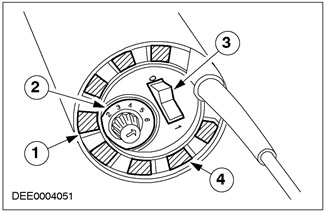
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Адтуліна паветразаборніка |
| 2 | - | Блок рэгулявання тэмпературы |
| 3 | - | Пераключальнік |
| 4 | - | Перамыкач расходу паветра |
- Дадзеныя значэнні тэмпературы - гэта тэмпература паветра для пісталета для зваркі пластмасы. Тэмпература матэрыялу нашмат ніжэй.
- Пры рэгуляванні тэмпературы выконвайце інструкцыі вытворцы.
- Папярэдне на працягу 3-4 хвілін прагрэйце зварачнае абсталяванне да зададзенай тэмпературы зваркі.
- Зрабіце спераду скос на зварачным электродзе, каб гарантаваць паступовае запаўненне ў пачатку канаўкі (расколіны).
Выкананне зваркі
Пры зварцы пластмасы варта выконваць наступныя патрабаванні:
- Правільны тэмпературны рэжым
- Раўнамернасць хуткасці зваркі
- Раўнамернасць працоўнага ціску
Устаўце скошаны зварачны электрод у нагрэтая камеру папярэдняга нагрэву сопла хуткай зваркі настолькі, каб кончык зварачнага электрода з'явіўся са зваротнага боку.
Выверка становішча сопла хуткай зваркі
Адваротны бок сопла хуткай зваркі павінна размяшчацца раўналежна якая рамантуецца паверхні ў кірунку ўздоўж. Паралельнае размяшчэнне ў напрамку ўздоўж дасягаецца адпаведным нахілам зварачнага абсталявання.
Становішча пісталета для зваркі пластмасы
- Перамяшчаць пісталет для зваркі пластмасы варта такім чынам, каб зварачны электрод размяшчаўся строга вертыкаллю па стаўленні да канаўкі.
- Працэдуру зваркі можна пачаць тады, калі зварачны электрод і пластмаса, якая падлягае зварцы будуць знаходзіцца ў пластычным стане.
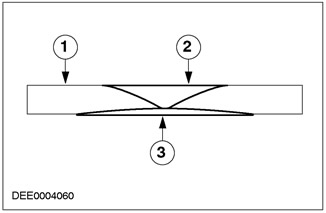
Зварное шво
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Валік зварнога шва |
| 2 | - | Узмацненне зварнога шва |
| 3 | - | Падстава зварнога шва |
УВАГА: Аптымальнае злучэнне дасягаецца, калі ўздоўж абзы зварнога шва фармуецца невялікі і роўны валік зварнога шва. Вельмі важна праварваць расколіну наскрозь. Праверце зварное шво з адваротнага боку і пры неабходнасці паўторыце зварку.
Працоўны ціск пры зварцы прыкладваецца толькі да зварачнага электрода.
Памылкі пры зварцы
Дэфармацыя:
- Зона рамонту была перагрэтая.
- Наяўнасць нацяжэння матэрыялу пры зварцы частак.
- Пластмасавы элемент занадта тонкі.
Дрэннае зварное злучэнне:
- Занадта нізкая тэмпература зваркі.
- Занадта высокая хуткасць зваркі.
- Зварка розных матэрыялаў.
Зварное шво заглыблены:
- Занадта шырокая канаўка ўздоўж расколіны
- Занадта высокая тэмпература зваркі.
Дапрацоўка зварнога шва
- Пасля астывання выпуклую частку зварнога шва можна выдаліць, выкарыстаючы углошлифовальную ручную машынку і скурку зярністасцю P80.
- Затым выконваецца плоскае шліфаванне з выкарыстаннем плоскашліфавальнай ручной машынкі і скуркі зярністасцю P120 - P220.
- Ачысціце апрацаваную адрамантаваную паверхню, выкарыстоўваючы раствор для ачысткі пластмасы.
- Вырабіце пластмасавы грунт тонкім пластом на адрамантаваную паверхню.
Зваротна-паступальная зварка пластмасы
Зваротна-паступальная зварка пластмасы - гэта пераважны метад для ўхілення расколін у цяжкадаступных месцах.
- Пры зваротна-паступальнай зварцы зварачны электрод перамяшчаецца вольна.
- Падрыхтоўка канаўкі ўздоўж расколіны аналагічная.
Выкананне зваркі
- Пісталет для зваркі пластмасы абсталёўваецца толькі падаўжальным соплам.
- Зварачны электрод і канаўка ўздоўж расколіны прыходзяць у пластычны стан пасродкам вертыкальных зваротна-паступальных рухаў.
- Зварачны электрод у пластычным стане вертыкальна ўстаўляецца ў канаўку.
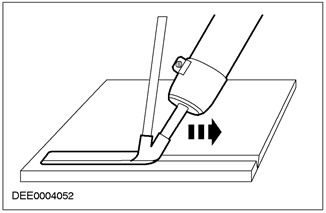
Зваротна-паступальная зварка
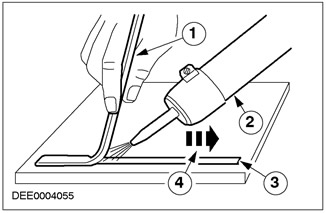
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Зварачны электрод |
| 2 | - | Пісталет для зваркі пластмасы |
| 3 | - | Зварачная канаўка |
| 4 | - | Напрамак зваркі |
Наступныя патрабаванні варта выконваць пры выкананні зваротна-паступальнай зваркі:
- Раўнамернае награванне зварачнага электрода і зварачнай канаўкі.
- Раўнамерная хуткасць зваркі.
- Вертыкальнае размяшчэнне і раўнамернае ціск на зварачны электрод.
Усе іншыя рамонтныя дзеянні апісваюцца ў гл. «Зварка пластмасы - Дапрацоўка зварнога шва».
Склейванне пластмасы
Агульныя звесткі
Тэхналогія склейвання мае некаторыя перавагі перад тэхналогіяй зваркі:
- У межах групы тэрмаэластамераў усе паўцвёрдыя дапаможныя элементы (такія як бамперы, перадпакоі рашоткі і т.д.) можна рамантаваць без ідэнтыфікацыі.
- Для ўсіх элементаў з тэрмапластмасы варта выкарыстоўваць двухкампанентны клей на поліўрэтанавай аснове.
- Каб забяспечыць зыходныя механічныя ўласцівасці, да канаўкі (на расколінах, максімум, да 100 мм) і заломам можна прымацаваць узмацняльныя стужкі.
Патрабуемыя інструменты і абсталяванне
Каб выканаць склейванне элементаў з тэрмапластмасы, можна выкарыстоўваць прылады і абсталяванне з малярнага цэха. Каб зачысціць расколіны і драпіны, можна выкарыстоўваць куташліфавальныя машынкі і істужачна-шліфавальныя машынкі. Для тонкага шліфавання выкарыстоўваюцца плоскашліфавальныя ручныя машынкі з адсмоктваннем. Інфрачырвоны награвальнік гарантуе хуткае і эфектыўнае высушванне.
Камплект для рамонту элементаў з пластмасы
- Раствор для ачысткі пластмасы
- Пластмасавы грунт
- Камплект для рамонту з выкарыстаннем клею
- Тры падвойных картрыджа
- Тры эмульсійныя трубкі
- Металічныя ўзмацняльныя стужкі
- Узмацняльнае валакно
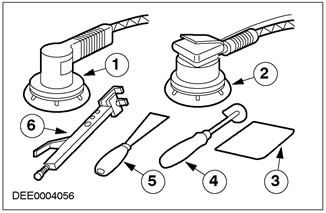
Інструменты і дапаможнае абсталяванне
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Вуглашліфавальная машынка з пераключэннем хуткасцяў |
| 2 | - | Плоскашліфавальная ручная машынка |
| 3 | - | Пластмасавая шпатлёўка |
| 4 | - | Скрабок |
| 5 | - | Шпатэль для фарбы |
| 6 | - | Пасатыжы |
Падрыхтоўка месца рамонту (драпін)
Перад рамонтам ачысціце пластмасавыя часткі абапал, выкарыстоўваючы раствор для ачысткі, які падаецца пад высокім ціскам, і затым высушыце.
Ачысціце якая рамантуецца паверхню, выкарыстоўваючы раствор для ачысткі пластмасы.
Расшліфоўка драпіны
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Падрыхтоўка драпіны |
| 2 | - | Падрыхтоўка расколіны |
- Расшліфоўваць драпіны варта старанна, забяспечваючы плоскасць і выкарыстоўваючы плоскашліфавальную ручную машынку. Наждачная папера, зярністасць P80 - P120
- Тонкая шліфоўка з выкарыстаннем плоскашліфавальнай ручной машынкі: наждачная папера, зярністасць P120
УВАГА: Пры ачыстцы выкарыстоўвайце ахоўныя пальчаткі. Дбайна ачысціце месца рамонту, выкарыстоўваючы сродак для ачысткі пластмасы і папяровыя сурвэткі.
- Раўнамерна напыліце пластмасавы грунт на месца рамонту.
Падрыхтоўка месца рамонту (трэшчыны)
- Расшліфуйце расколіну на пярэднім баку такім чынам, каб яна стала плоскай, выкарыстоўваючы вуглашліфавальную машынку або істужачна-шліфавальную машынку. Паверхня шліфоўкі шырынёй 40-60 мм
- Падшліфуйце, выкарыстоўваючы плоскашліфавальную ручную машынку. Наждачная папера: зярністасць P120.
- Рассвідруйце канец расколіны (дыяметр 3 мм), каб прадухіліць далейшае парэпанне.
- Абатрыце адваротны бок уздоўж расколіны.
- Ачысціце месца рамонту абапал, выкарыстоўваючы сродак для ачысткі пластмасы і папяровыя сурвэткі.
- Раўнамерна напыліце пластмасавы грунт на месца рамонту.
Падрыхтоўка да склейвання
- Двухкампанентны клей наносіцца на вычышчанае і загрунтаванае месца рамонту, выкарыстоўваючы ручны пісталет.
- Уздзеянне на рычаг пісталета выціскае смалу і ацвярджальнік з падвойнага картрыджа ў далучаную эмульсійную трубку.
Склейванне расколіны
Нават малаважныя паглыбленні тыпу расколін патрабуюць падрыхтоўкі. Каб забяспечыць дастатковую грунтаванне для выкарыстання клею, паверхня якая рамантуецца зоны таксама павінна быць апрацавана. Гэта таксама прадухіляе зону рамонту ад наступнага ссядання.
- Пасля ачысткі і грунтавання з лішкам запоўніце паражніну драпіны клеем.
- У працэсе нанясення матэрыялу канец эмульсійнай трубкі павінен быць апушчаны ў клей, каб прадухіліць пранікненне паветра.
- Размажце і выраўнуйце клей, выкарыстоўваючы гнуткі пластмасавы шпатэль.
- Адпрацуйце працэдуру отверждения клею, выкарыстоўваючы інфрачырвоны награвальнік або сушыльную печ.
Склейванне расколіны з выкарыстаннем узмацнення
Месца рамонту ўзмацняецца, каб павялічыць супраціў скручванню ў выпадку парэпання і парыву вялікай працягласці. Для гэтай мэты на тыльным боку фіксуюцца адпаведныя ўзмацняльныя матэрыялы (металічныя палоскі, узмацняльныя валокны).
- Зачыніце расколіну на адным баку лістом PE і ліпкай стужкай.
- З тыльнага боку запоўніце зробленую ўздоўж расколіны канаўку клеем для пластмасы.
- Шырокая стужка ўзмацняльнага валакна фіксуецца па-над канаўкай у валіку клею.
- Канцы расколіны ўзмацняюцца з дапамогай замацавання металічнай паласы, якая прымацоўваецца да пластмасавага элемента, выкарыстоўваючы пасатыжы.
- Затым выраўнуйце ўзмацняльны матэрыял па ўсёй паверхні.
- Высушыце, выкарыстоўваючы інфрачырвоны награвальнік або сушыльную печ.
- Ліст PE прадухіляе ўзнікненне лішку клею з пярэдняга боку расколіны.
- Зніміце ліст PE пасля высыхання клею.
- Размажце клей па-над месцам рамонту на адным баку.
- Адпрацуйце працэдуру отверждения, выкарыстоўваючы інфрачырвоны награвальнік або сушыльную печ.
- Астудзіце клей да пакаёвай тэмпературы, каб прадухіліць зняцце клею пры шліфаванні і прадухіліць знос наждачнай паперы.
Шліфаванне
УВАГА: У выпадку сухога шліфавання выкарыстоўвайце адсмоктванне і пылаахоўную маску.
- Сашліфуйце выступоўца клей, выкарыстоўваючы плоскашліфавальную ручную машынку. Наждачная папера: зярністасць P120 - P220.
- Уручную дапрацуйце перакосы і скрыўленыя ўчасткі.
- Выкарыстоўвайце абразіўную пракладку, каб зрабіць шурпатымі афарбаваныя паверхні.
- Старанна ачысціце пластмасавы элемент, выкарыстоўваючы сродак для ачысткі пластмасы і папяровыя сурвэткі.
УВАГА: Дбайна прасушыце пластмасавы грунт (матавая паверхня).
- Тонкім пластом напыліце на зону рамонту і адшліфаваныя зоны пластмасавы грунт для наступнага нанясення шпатлёўкі 2К.
Нанясенне двухкампанентнай шпатлёўкі
Каб прадухіліць узнікненне сітаватасці на краях і згладзіць няроўнасці, пажадана наносіць шпатлёўку 2К (MS, HS) з якая падвышае эластычнасць асадкай.
- Пасля сушкі астудзіце шпатлёўку 2К да пакаёвай тэмпературы і адшліфуйце, выкарыстоўваючы плоскашліфавальную ручную машынку і дробназярністую наждачную паперу.
- Уручную (вільготным спосабам) дапрацуйце перакосы і скрыўленыя ўчасткі, выкарыстоўваючы дробназярністую наждачную паперу.
- Праверце рэльеф месца рамонту і дапрацуйце, калі рэльеф нераўнамерны.
- Выканайце афарбоўванне, працуючы ў адпаведнасці з інструкцыямі вытворцы.
Раманты GRP
Агульныя звесткі
Матэрыял GRP цвёрды і далікатны па сваіх механічных уласцівасцях. З прычыны такіх механічных уласцівасцяў, расколіны і парывы часта прыводзяць да сур'ёзных пашкоджанняў. Стабільнасць і бяспека элементаў з GRP пагаршаецца ў выпадку парэпання ўзмацняльнага шкловалакна. У выпадку сур'ёзнага пашкоджання, якое ўплывае на канструкцыю элемента, такія элементы трэба замяняць. Нязначнае пашкоджанне (тыпу ізаляцыі, расколін да 80 мм, адтулін прыблізна да 60 мм у дыяметры і г.д.) можна адрамантаваць у адпаведнасць з тэхнічнымі стандартамі і стандартамі на вонкавае аблічча пры ўмове таго, што пашкоджанне не знаходзіцца ў інтэнсіўна выкарыстоўваюцца або цяжкадаступных месцах . Каб забяспечыць цудоўную якасць рамонту, выконвайце наступныя моманты:
- Пакаёвая тэмпература павінна быць роўная як мінімум 15°C, а паветра павінна быць такім сухім, наколькі гэта магчыма.
УВАГА: Адбіткі пальцаў застаюцца на плёнцы, што перашкаджае стварэнню правільнага злучэння.
- Месца рамонту павінна быць старанна высушана і ачышчана.
- Перад рамонтам які рамантуецца элемент GRP павінен быць высушаны з выкарыстаннем інфрачырвонага награвальніка або сушыльнай печы.
- У выпадку вялікіх расколін і парываў, трываласць вонкавай абалонкі можна аднавіць, выкарыстаючы з адваротнага боку ўзмацняльны матэрыял.
Патрабуемыя прылады і дапаможнае абсталяванне
- Нажоўка (піла для кузаўных работ) для падзелу расколін.
- Восевая шліфавальная машынка, куташліфавальная машынка або істужачна-шліфавальная машынка для шліфоўкі месца рамонту.
- Плоскашліфавальная ручная машына для расшліфоўкі і шліфоўкі рамонтнай паверхні.
- Блок ручной зачысткі для шліфавання малых паверхняў.
Шліфоўка месца рамонту
- Апрацуйце абзу адтуліны, надаўшы ёй V-вобразную і плоскую форму, выкарыстаючы углошлифовальную машынку і наждачную паперу зярністасцю P80 - P120.
- Зніміце пласты шпатлёўкі і фарбы.
- Калі ўтварыліся расколіны, яны вышліфоўваюцца ў падставе расколіны на 3 мм. Гэта ўхіляе любую ўнутраную напругу.
- Для забеспячэння наступнай адгезіі рамонтнага матэрыялу важна асцярожнае, плоскае шліфаванне.
УВАГА: Паверхня варта падшліфаваць уручную.
- Шліфаванне з выкарыстаннем вуглашліфавальнай машынкі суправаджаецца вылучэннем цяпла, якое выклікае змену павярхоўнай структуры смалы. Гэта прыводзіць да пагаршэння адгезіі.
Рамонтныя кампаненты GRP
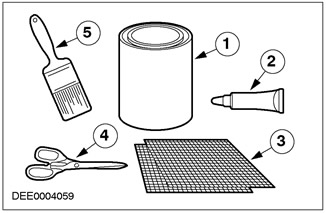
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Поліэфірная смала |
| 2 | - | Ацвярджальнік |
| 3 | - | Маты са шкловалакна |
| 4 | - | Нажніцы |
| 5 | - | Шчотка |
Нанясенне поліэфірнай смалы
Поліэфірная смала змешваецца з ацвярджальнікам і, выкарыстаючы шчотку, тонкім пластом наносіцца на чыстае месца рамонту.
Устаўце мат са шкловалакна
- Абрэжце мацюк са шкловалакна ў патрабаваны памер і ўстаўце яго ў якая накладваецца поліэфірную смалу.
- Вырабіце большую колькасць поліэфірнай смалы па-над мацюкамі са шкловалакна і пры неабходнасці дадайце другі ці трэці мацюк.
УВАГА: Цалкам пагрузіце мат шкловалакна ў поліэфірную смалу. Паветра не можа прысутнічаць у зоне рамонту.
- Вырабіце поліэфірную смалу, выкарыстоўваючы шчотку.
- Дазволіце поліэфірнай смале высахнуць пры пакаёвай тэмпературы.
- З тыльнага боку ўмацуеце вялікія расколіны і парывы ўзмацняльным матэрыялам, каб аднавіцца трываласць вонкавай абалонкі.
Нанясенне шпатлёўкі
- Паглыбленні на пярэднім баку запаўняюцца поліэфірнай шпатлёўкай, каб забяспечыць гладкую, плоскую паверхню.
- Пры неабходнасці паўторыце працэдуру.
Нанясіце шпатлёўку
| Паз. | № Запасны Часткі | Найменне |
| 1 | - | Які рамантуецца элемент з GRP |
| 2 | - | Поліэфірная шпатлёўка |
| 3 | - | Устаўка са шкловалакна |
Канчатковае нанясенне шпатлёўкі
Адновіце рэльеф паверхні, вырабячы поліэфірную шпатлёўку.
Шліфаванне з выкарыстаннем плоскашліфавальнай ручной машынкі
- Выдаліце выступоўца поліэфірны матэрыял, выкарыстоўваючы плоскашліфавальную ручную машынку. Наждачная папера зярністасцю P120 - P220.
- Якая рамантуецца паверхню можна афарбаваць пасля шліфавання.
Меры засцярогі
- Поліэфірная смала, клей, растваральнікі і растваральнікі - гэта гаручыя рэчывы і іх варта захоўваць у выдаленні ад адкрытага агню або полымя.
- Аперацыі адразання і шліфавання варта выконваць толькі ў памяшканнях, абсталяваных выцяжной вентыляцыяй (адсмоктваннямі).
- Калі памяшканні з сістэмамі адсмоктваннямі адсутнічаюць, выкарыстоўвайце толькі прылады з сістэмамі адсмоктвання.
- Вельмі важна выкарыстанне сродкаў абароны, такіх як пальчаткі, ахоўныя акуляры, фартухі і рэспіратары.
За дадатковай інфармацыяй звярніцеся да Раздзела 501-25A / 501-25B / 501-25C / 501-25D / 501-25E / 501-25F / 501-25G. Таксама важна выконваць усе адпаведныя правілы, законы па ахове працы, інфармацыйныя лісты, памяткі аб мерах засцярогі і рэкамендацыі па працы з клеямі, якія змяшчаюць эфір ізацыянавай кіслаты, поліэфірную смалу, растваральнікі і растваральнікі.
Каментары наведвальнікаў