Загальні відомості
Внаслідок відмінностей у конструкції ремонт елементів із пластмаси передбачає різні методи ремонту:
- Термопластична правка
- Зварювання пластмаси (PC, PP/EPDM тощо)
- Склеювання пластмаси (всі пластмасові елементи)
- Ламінування пластмаси (тільки елементи GRP з поліефірною смолою)
При виконанні ремонту велике значення мають характеристики пластмаси. Можна виділити дві основні групи:
- Термопластики (пластоміри або термопластична пластмаса)
- Дюропластика (термореактивна пластмаса)
Термопластики (пластоміри)
- Тепло змушує термопластику переходити з твердого стану в термоеластичний стан і потім в термопластичний стан.
- Після охолодження термопластиків вони повертаються у твердий стан.
Дюропластики
Дюропластики набагато важчі і ламкіші, ніж термопластики.
- При нагріванні їхня міцність значною мірою залишається незмінною.
- При перевищенні критичної температури дюропластика руйнується.
- Охолодження не повертатиме їх у початковий стан.
Пластмаси, що використовуються компанією Ford
| Абревіатура | Найменування |
| ABS. | Акрилонітриловий бутадієн стирол (полімер) |
| PA | Поліамід |
| PC | Полікарбонат |
| PP | Поліпропілен |
| PP/EPDM | Поліпропіленова/етиленпропіленова гума |
| PC/PBT | Полікарбонат/терефталат полібутилену |
| PBT/PC | Терефталат полібутилену/полікарбонат |
| PUR | Поліуретан |
| GF | Посилений скловолокном |
Ідентифікація пластмас
Якщо пластмаса не має маркування, її тип можна встановити, використовуючи дві різні процедури/ методики:
- Візуальний огляд
- Механічна перевірка
Ідентифікація типу пластмаси потрібна для зварювання пластмаси, щоб визначити правильне використання відповідного зварювального електрода.
Візуальний огляд
Візуальні огляди переважно служать для ідентифікації матеріалів PUR і GRP. Термопластичні елементи (наприклад, бампери) часто фарбуються і тому їх ідентифікація утруднена.
Розпізнавальні характеристики:
- PUR: якщо утворюються тріщини або виникають аналогічні пошкодження, видимі пори в пінопласті.
- GRP: структура скловолокна, що розпізнається, на внутрішній частині.
Механічна перевірка
- Ступінь твердості; що вище тональність, то твердіше пластмаса.
- Пружність (еластичність); чим приглушений тон, тим вища еластичність пластмаси.
ПРИМІТКА: Механічні перевірки можуть дозволити ідентифікувати групу пластмаси, але не тип пластмаси.
Відповідно до статистики пошкоджень найчастіше піддаються ремонту пластмасові бампери.
ПРИМІТКА: Якщо поліуретан (піна) з внутрішньої сторони приклеєний до зовнішньої оболонки бампера, цей пінопласт PUR не слід знімати для ремонту. Якщо є серйозне пошкодження, таке як розтріскування або розколювання зовнішньої оболонки, не виконуйте ремонт у зоні пінопласту. Правило цього випадку: замініть елемент.
Зовнішня оболонка пластмасових бамперів головним чином складається з термопластичних матеріалів. Залежно від ступеня пошкодження та доступності можна застосувати такі процедури ремонту:
- Термопружне виправлення
- Склеювання
- Зварювання
Термопружне виправлення
Бампери часто мають деформації, що відбуваються у пружній зоні. Вони зазвичай набувають форми вм'ятин, заглиблень та вигинів. Багато з цих деформацій (наприклад, у бампері) відразу або через деякий час самоусуваються. Це самоусунення залежить від довжини пошкодження та температури. Більшість деформацій площин у пружній зоні усуваються (форма елемента повертається у вихідну форму) при нагріванні струменем гарячого повітря (технічним термофеном).
Пружні деформації площин
ПРИМІТКА: Необхідна дія тепла залежить від типу пластмаси. Не слід нагрівати поза пружною зоною. Деформація пластмаси може бути реверсована. Ніколи не використовуйте відкритий вогонь!
Вм'ятини або поглиблення на площині слід рівномірно нагрівати приблизно до 200°C, використовуючи технічний термофен і, якщо можливо, подаючи тепло по черзі з обох боків. Якщо ви не перестараєтеся в подачі тепла, деформація буде усунена і поверхня елемента повернеться до своєї початкової форми.
Певною мірою редагування можна підтримати, використовуючи механічні інструменти, такі як рукоятка молотка, пластмасовий клин і т.д.
Протяжні тріщини та перекручування
Якщо у зоні пошкодження є протяжні тріщини або навіть перекручування, можливості термопружної редагування обмежуються. Для цього виду пошкоджень найбільше підходить ремонт склеюванням.
- Щоб запобігти натягу матеріалу, відріжте тріснуті або перекручені зони (використовуючи ножівку).
- Нагрійте виїмку приблизно до 200°C (рівномірно, зовні та зсередини) та відкоригуйте форму до початкової, використовуючи вузький шпатель або рукоятку молотка.
Зварювання пластмаси
ПРИМІТКА: Не зварюйте пластмасу в зоні установки пінопласту.
Зварювання пластмаси - найбільш вдалий спосіб ремонту тріщин у пластмасових бамперах, де задня сторона пошкодженої зони не підходить для ремонту склеюванням. Приклади: Ребристий переріз, коробчастий переріз, вузькі секції, що округляють, в посилених зонах.
Потрібні інструменти та матеріали
На додаток до інструментів, що є на станції технічного обслуговування (такі як скребки, шліфувальні машинки і т.д.) для зварювання пластмаси потрібні такі інструментальні засоби:
- Технічний термофен (приблизно 1500 Вт)
- Зварювальні сопла
- Різні зварювальні електроди
- Фреза Ш 5.5 мм для обробки зварювальної канавки.
- Серцеподібний шабер.
Пістолет для зварювання пластмаси
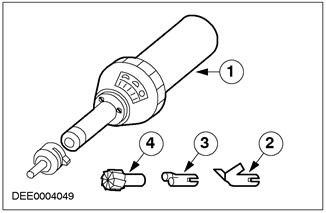
| Поз. | № Запасної Частини | Найменування |
| 1 | - | Пістолет для зварювання пластмаси |
| 2 | - | Сопло для швидкого зварювання |
| 3 | - | Клинове сопло (фіксоване сопло) |
| 4 | - | Торцева фреза |
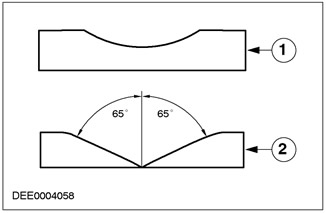
Підготовка місця ремонту (тріщина)
Підготуйте місце розтріскування для зварювання швом з V-подібною обробкою кромок.
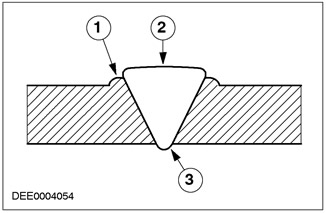
Зварний шов з V-подібною обробкою кромок
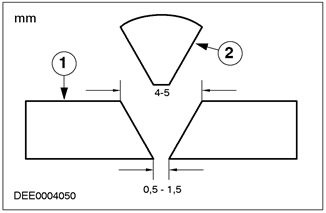
| Поз. | № Запасної Частини | Найменування |
| 1 | - | Частина, що підлягає ремонту |
| 2 | - | Зварювальна присадка (певної форми) |
Підготовка зварного шва з V-подібною обробкою кромок:
- Зробіть канавку для зварювання, використовуючи шабер (торцеву фрезу).
- Витримайте кут з'єднання 60-70°.
ПРИМІТКА: Висвердліть кінець тріщини (свердло діаметром 3 мм), що запобігає подальшому розтріскуванню. Перед початком зварювання на місці, де вивірка країв нерівномірна, зафіксуйте початок тріщини, використовуючи пасатижі.
- Висвердліть кінець тріщини.
Підготовка технічного термофена та зварювального електрода
Перетворіть технічний термофен на пістолет для зварювання пластмаси (подовжене сопло та сопло для швидкого зварювання).
Відрегулюйте температуру зварювання (200°C -700°C) відповідно до наведених значень.
Температура зварювання
Температуру зварювання визначають два фактори:
- Тип пластмаси
- Товщина зварювального електрода
Значення для найважливіших матеріалів та товщина звичайного зварювального електрода (5.7 мм x 3.7 мм)
|
Термопласт |
Температура зварювання в °C ( зазначене значення) |
Налаштування потенціометра керування для пістолета зварювання пластмаси |
|
|
Клинове сопло |
Сопло для швидкого зварювання 5.7mm |
||
|
ABS. |
350 |
4,5 |
5,3 |
|
PP |
300 |
3,8 |
4,5 |
|
PP/EPDM |
300 |
3,8 |
4,5 |
|
PBT/PC |
300 |
3,8 |
4,5 |
|
PA |
400 |
5,1 |
5,6 |
|
PC |
350 |
4,5 |
5,3 |
|
PC/PBTP |
350 |
4,5 |
5,3 |
- Зварюйте пластмасу PBT/PC, використовуючи тільки зварювальний електрод PP.
- Пластмаса, посилену скловолокном, зварюванню не підлягає.
- Пофарбовані в блакитний колір пластмасові елементи Ford Ka не можуть бути пофарбовані і тому не підходять для ремонту елементів із пластмаси.
Задня сторона пістолета для зварювання пластмаси
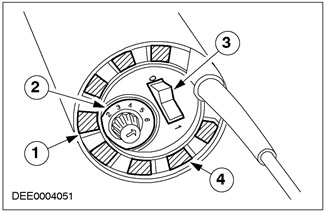
| Поз. | № Запасної Частини | Найменування |
| 1 | - | Отвір повітрозабірника |
| 2 | - | Блок регулювання температури |
| 3 | - | Перемикач |
| 4 | - | Перемикач витрати повітря |
- Дані значення температури – це температура повітря для пістолета для зварювання пластмаси. Температура матеріалу набагато нижча.
- При регулюванні температури дотримуйтесь інструкцій виробника.
- Попередньо протягом 3-4 хвилин прогрійте обладнання для зварювання до заданої температури зварювання.
- Зробіть спереду скіс на зварювальному електроді, щоб гарантувати поступове заповнення на початку канавки (тріщини).
Виконання зварювання
При зварюванні пластмаси слід дотримуватися таких вимог:
- Правильний температурний режим
- Рівномірність швидкості зварювання
- Рівномірність робочого тиску
Вставте скошений зварювальний електрод у нагріту камеру попереднього нагрівання сопла швидкого зварювання настільки, щоб кінчик зварювального електрода з'явився на звороті.
Вивірка положення сопла швидкого зварювання
Зворотний бік сопла швидкого зварювання повинен розташовуватися паралельно ремонтується поверхні в напрямку вздовж. Паралельне розташування у напрямку уздовж досягається відповідним нахилом зварювального обладнання.
Положення пістолета для зварювання пластмаси
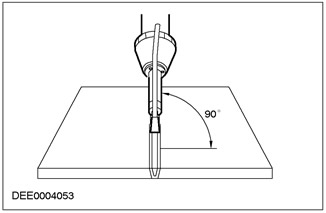
- Переміщати пістолет для зварювання пластмаси слід таким чином, щоб зварювальний електрод розташовувався строго вертикаллю по відношенню до канавки.
- Процедуру зварювання можна розпочати тоді, коли зварювальний електрод та пластмаса, що підлягає зварюванню, будуть перебувати в пластичному стані.
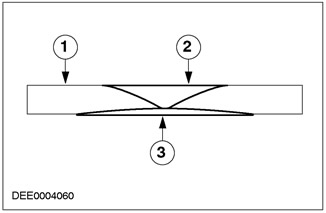
Зварний шов
| Поз. | № Запасної Частини | Найменування |
| 1 | - | Валик зварного шва |
| 2 | - | Посилення зварного шва |
| 3 | - | Основа зварного шва |
ПРИМІТКА: Оптимальне з'єднання досягається, коли вздовж кромки зварного шва формується невеликий рівний валик зварного шва. Дуже важливо проварювати тріщину наскрізь. Перевірте зварний шов з зворотного боку і повторіть зварювання.
Робочий тиск при зварюванні прикладається тільки до зварювального електрода.
Помилки при зварюванні
Деформація:
- Зона ремонту була перегріта.
- Наявність натягу матеріалу при зварюванні частин.
- Пластмасовий елемент занадто тонкий.
Погане зварне з'єднання:
- Занадто низька температура зварювання.
- Занадто висока швидкість зварювання.
- Зварювання різних матеріалів.
Зварний шов заглиблений:
- Занадто широка канавка вздовж тріщини
- Занадто висока температура зварювання.
Доробка зварного шва
- Після охолодження опуклу частину зварного шва можна видалити, використовуючи кутошліфувальну ручну машинку та шкірку зернистістю P80.
- Потім виконується плоске шліфування з використанням плоскошліфувальної ручної машинки та шкірки зернистістю P120 - P220.
- Очистіть оброблену відремонтовану поверхню, використовуючи розчин для очищення пластмаси.
- Нанесіть пластмасовий ґрунт тонким шаром на відремонтовану поверхню.
Зворотно-поступальне зварювання пластмаси
Поворотно-поступальне зварювання пластмаси - це кращий метод для усунення тріщин у важкодоступних місцях.
- При зворотно-поступальному зварюванні зварювальний електрод переміщається вільно.
- Підготовка канавки вздовж тріщини аналогічна.
Виконання зварювання
- Пістолет для зварювання пластмаси оснащується лише подовжувальним соплом.
- Зварювальний електрод та канавка вздовж тріщини приходять у пластичний стан за допомогою вертикальних зворотно-поступальних рухів.
- Зварювальний електрод у пластичному стані вертикально вставляється в канавку.
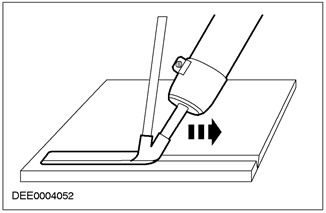
Зворотно-поступальне зварювання
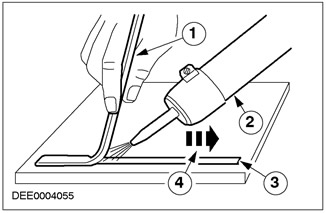
| Поз. | № Запасної Частини | Найменування |
| 1 | - | Зварювальний електрод |
| 2 | - | Пістолет для зварювання пластмаси |
| 3 | - | Зварювальна канавка |
| 4 | - | Напрямок зварювання |
Наступних вимог слід дотримуватись при виконанні зворотно-поступального зварювання:
- Рівномірне нагрівання зварювального електрода та зварювальної канавки.
- Рівномірна швидкість зварювання.
- Вертикальне розташування та рівномірний тиск на зварювальний електрод.
Всі інші ремонтні дії описуються у гл. "Зварювання пластмаси - Доробка зварного шва".
Склеювання пластмаси
Загальні відомості
Технологія склеювання має деякі переваги перед технологією зварювання:
- У межах групи термоеластомерів всі напівжорсткі допоміжні елементи (такі як бампери, передні ґрати тощо) можна ремонтувати без ідентифікації.
- Для всіх елементів термопластмаси слід використовувати двокомпонентний клей на поліуретановій основі.
- Щоб забезпечити вихідні механічні властивості, до канавок (на тріщинах, максимум, до 100 мм) та зламів можна прикріпити підсилювальні стрічки.
Потрібні інструменти та обладнання
Для виконання склеювання елементів з термопластмаси можна використовувати інструменти та обладнання з малярного цеху. Щоб зачистити тріщини та подряпини, можна використовувати кутошліфувальні машинки та стрічково-шліфувальні машинки. Для тонкого шліфування використовують плоскошліфувальні ручні машинки з відсмоктуванням. Інфрачервоний нагрівач гарантує швидке та ефективне висушування.
Комплект для ремонту елементів із пластмаси
- Розчин для очищення пластмаси
- Пластмасовий ґрунт
- Комплект для ремонту з використанням клею
- Три подвійні картриджі
- Три емульсійні трубки
- Металеві підсилювальні стрічки
- Підсилювальне волокно
Інструменти та допоміжне обладнання
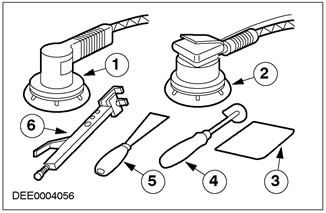
| Поз. | № Запасної Частини | Найменування |
| 1 | - | Кутошліфувальна машинка з перемиканням швидкостей |
| 2 | - | Плоскошліфувальна ручна машинка |
| 3 | - | Пластмасова шпаклівка |
| 4 | - | Скребок |
| 5 | - | Шпатель для фарби |
| 6 | - | Пасатижі |
Підготовка місця ремонту (подряпин)
Перед ремонтом очистіть пластмасові частини з обох боків, використовуючи розчин для очищення, що подається під високим тиском, а потім висушіть.
Очистіть поверхню, що ремонтується, використовуючи розчин для очищення пластмаси.
Розшліфування подряпини
| Поз. | № Запасної Частини | Найменування |
| 1 | - | Підготовка подряпини |
| 2 | - | Підготовка тріщини |
- Розшліфовувати подряпини слід ретельно, забезпечуючи площину та використовуючи плоскошліфувальну ручну машинку. Наждачний папір, зернистість P80 - P120
- Тонка шліфування з використанням плоскошліфувальної ручної машинки: наждачний папір, зернистість P120
ПРИМІТКА: Під час очищення використовуйте захисні рукавички. Ретельно очистіть місце ремонту, використовуючи засіб для очищення пластмаси та паперові серветки.
- Поступово напиліть пластмасовий грунт на місце ремонту.
Підготовка місця ремонту (тріщини)
- Розшліфуйте тріщину на передній стороні таким чином, щоб вона стала плоскою, використовуючи кутову шліфувальну машинку або стрічково-шліфувальну машинку. Поверхня шліфування шириною 40-60 мм
- Підшліфуйте за допомогою плоскошліфувальної ручної машинки. Наждачний папір: зернистість P120.
- Розсвердліть кінець тріщини (діаметр 3 мм), щоб запобігти подальшому розтріскуванню.
- Витріть зворотний бік вздовж тріщини.
- Очистіть місце ремонту з обох боків, використовуючи засіб для очищення пластмаси та паперові серветки.
- Поступово напиліть пластмасовий грунт на місце ремонту.
Підготовка до склеювання
- Двокомпонентний клей наноситься на очищене та заґрунтоване місце ремонту, використовуючи ручний пістолет.
- Вплив на важіль пістолета видавлює смолу та затверджувач з подвійного картриджа в приєднану емульсійну трубку.
Склеювання тріщини
Навіть незначні заглиблення типу тріщин вимагають підготовки. Щоб забезпечити достатнє ґрунтування для використання клею, поверхня зони, що ремонтується, також повинна бути оброблена. Це також запобігає зоні ремонту від наступного осідання.
- Після очищення та ґрунтування з надлишком заповніть порожнину подряпини клеєм.
- У процесі нанесення матеріалу кінець емульсійної трубки повинен бути опущений у клей, щоб запобігти проникненню повітря.
- Розмажте та вирівняйте клей, використовуючи гнучкий пластмасовий шпатель.
- Відпрацюйте процедуру затвердіння клею, використовуючи інфрачервоний нагрівач або сушильну піч.
Склеювання тріщини за допомогою посилення
Місце ремонту посилюється, щоб збільшити опір скручування у разі розтріскування та розриву великої довжини. Для цього на тильній стороні фіксуються відповідні підсилювальні матеріали (металеві смужки, підсилювальні волокна).
- Закрийте тріщину на лицьовій стороні листом PE та липкою стрічкою.
- З тильного боку заповніть зроблену вздовж тріщини канавку клеєм для пластмаси.
- Широка стрічка підсилювального волокна фіксується поверх канавки у валику клею.
- Кінці тріщини посилюються за допомогою закріплення металевої смуги, яка прикріплюється до пластмасового елементу, використовуючи пасатижі.
- Потім вирівняйте підсилювальний матеріал по всій поверхні.
- Висушіть, використовуючи інфрачервоний нагрівач або сушильну піч.
- Аркуш PE запобігає виникненню надлишку клею з передньої сторони тріщини.
- Зніміть аркуш PE після висихання клею.
- Розмажте клей поверх місця ремонту на лицьовій стороні.
- Відпрацюйте процедуру затвердіння, використовуючи інфрачервоний нагрівач або сушильну піч.
- Охолодіть клей до кімнатної температури, щоб запобігти зняттю клею під час шліфування та запобігти зношування наждакового паперу.
Шліфування
ПРИМІТКА: У разі сухого шліфування використовуйте відсмоктувач та пилозахисну маску.
- Зішліфуйте виступаючий клей, використовуючи плоскошліфувальну ручну машинку. Наждачний папір: зернистість P120 - P220.
- Вручну допрацюйте перекоси та викривлені ділянки.
- Використовуйте абразивну прокладку, щоб зробити шорсткими пофарбовані поверхні.
- Ретельно очистіть пластмасовий елемент, використовуючи засіб для очищення пластмаси та паперові серветки.
ПРИМІТКА: Ретельно просушіть пластмасовий ґрунт (матова поверхня).
- Тонким шаром напиліть на зону ремонту та відшліфовані зони пластмасовий ґрунт для подальшого нанесення шпаклівки 2К.
Нанесення двокомпонентної шпаклівки
Щоб запобігти виникненню пористості на краях і згладити нерівності, бажано наносити шпаклівку 2К (MS, HS) з присадкою, що підвищує еластичність.
- Після сушіння охолодіть шпаклівку 2К до кімнатної температури та відшліфуйте, використовуючи плоскошліфувальну ручну машинку та дрібнозернистий наждачний папір.
- Вручну (вологим способом) допрацюйте перекоси та викривлені ділянки, використовуючи дрібнозернистий наждаковий папір.
- Перевірте рельєф місця ремонту та допрацюйте, якщо рельєф нерівномірний.
- Виконайте фарбування, працюючи відповідно до інструкцій виробника.
Ремонти GRP
Загальні відомості
Матеріал GRP твердий і крихкий за своїми механічними властивостями. Внаслідок таких механічних властивостей, тріщини та розриви часто призводять до серйозних ушкоджень. Стабільність та безпека елементів з GRP погіршується у разі розтріскування підсилювального скловолокна. У разі серйозного пошкодження, яке впливає на конструкцію елемента, слід замінювати такі елементи. Незначне пошкодження (типу стирання, тріщин до 80 мм, отворів приблизно до 60 мм в діаметрі тощо) можна відремонтувати у відповідність до технічних стандартів і стандартів на зовнішній вигляд за умови, що пошкодження не знаходиться в місцях, що інтенсивно використовуються або важкодоступні. . Щоб забезпечити чудову якість ремонту, дотримуйтесь наступних моментів:
- Кімнатна температура повинна бути як мінімум 15°C, а повітря має бути таким сухим, наскільки це можливо.
ПРИМІТКА: Відбитки пальців залишаються на плівці, що запобігає створенню правильного з'єднання.
- Місце ремонту має бути ретельно висушене та очищене.
- Перед ремонтом елемент GRP, що ремонтується, повинен бути висушений з використанням інфрачервоного нагрівача або сушильної печі.
- У разі великих тріщин та розривів, міцність зовнішньої оболонки можна відновити, використовуючи з зворотного боку підсилювальний матеріал.
Потрібні інструменти та допоміжне обладнання
- Ножівка (пилка для кузовних робіт) для поділу тріщин.
- Осьова шліфувальна машинка, кутошліфувальна машинка або стрічково-шліфувальна машинка для шліфування місця ремонту.
- Плоскошліфувальна ручна машина для розшліфування та шліфування ремонтної поверхні.
- Блок ручного зачищення для шліфування малих поверхонь.
Шліфування місця ремонту
- Обробіть край отвору, надавши їй V-подібну і плоску форму, використовуючи кутошліфувальну машинку і наждачний папір зернистістю P80 - P120.
- Зніміть шари шпаклівки та фарби.
- Якщо утворилися тріщини, вони шліфуються в основі тріщини на 3 мм. Це усуває будь-яку внутрішню напругу.
- Для забезпечення подальшої адгезії ремонтного матеріалу важливим є обережне, плоске шліфування.
ПРИМІТКА: Поверхню слід підшліфувати вручну.
- Шліфування з використанням кутошліфувальної машинки супроводжується виділенням тепла, що викликає зміну поверхневої структури смоли. Це призводить до погіршення адгезії.
Ремонтні компоненти GRP
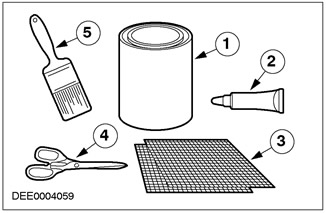
| Поз. | № Запасної Частини | Найменування |
| 1 | - | Поліефірна смола |
| 2 | - | Затверджувач |
| 3 | - | Мати зі скловолокна |
| 4 | - | Ножиці |
| 5 | - | Щітка |
Нанесення поліефірної смоли
Поліефірна смола поєднується з затверджувачем і, використовуючи щітку, тонким шаром наноситься на чисте місце ремонту.
Вставте мат зі скловолокна
- Обріжте мат зі скловолокна в необхідний розмір і вставте його в поліефірну смолу, що накладається.
- Нанесіть більше поліефірної смоли поверх мату зі скловолокна і при необхідності додайте другий або третій мат.
ПРИМІТКА: Повністю зануріть скловолокна в поліефірну смолу. Повітря не може бути у зоні ремонту.
- Нанесіть поліефірну смолу за допомогою щітки.
- Дозволіть поліефірній смолі висохнути при кімнатній температурі.
- З тильного боку зміцніть великі тріщини та розриви підсилювальним матеріалом, щоб відновитись міцність зовнішньої оболонки.
Нанесення шпаклівки
- Поглиблення на передній стороні заповнюються поліефірною шпаклівкою, щоб забезпечити гладку, плоску поверхню.
- За необхідності повторіть процедуру.
Нанесіть шпаклівку
| Поз. | № Запасної Частини | Найменування |
| 1 | - | Ремонтований елемент з GRP |
| 2 | - | Поліефірна шпаклівка |
| 3 | - | Вставка зі скловолокна |
Остаточне нанесення шпаклівки
Відновіть рельєф поверхні, нанісши поліефірну шпаклівку.
Шліфування з використанням плоскошліфувальної ручної машинки
- Видаліть поліефірний матеріал, що виступає, використовуючи плоскошліфувальну ручну машинку. Наждачний папір зернистістю P120 – P220.
- Ремонтовану поверхню можна пофарбувати після шліфування.
Запобіжні заходи
- Поліефірна смола, клей, розчинники та розріджувачі - це горючі речовини і їх слід зберігати на відстані від відкритого вогню або полум'я.
- Операції відрізування та шліфування слід виконувати лише у приміщеннях, оснащених витяжною вентиляцією (відсмоктувачами).
- Якщо приміщення з системами відсмоктування відсутні, використовуйте лише інструменти з системами відсмоктування.
- Дуже важливим є використання засобів захисту, таких як рукавички, захисні окуляри, фартухи та респіратори.
За додатковою інформацією зверніться до розділу 501-25A / 501-25B / 501-25C / 501-25D / 501-25E / 501-25F / 501-25G. Також важливо дотримуватись усіх відповідних правил, законів з охорони праці, інформаційних листів, пам'яток про запобіжні заходи та рекомендації щодо роботи з клеями, що містять ефір ізоціанової кислоти, поліефірну смолу, розчинники та розріджувачі.
Коментарі відвідувачів