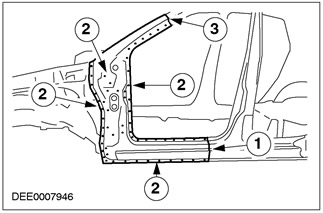
| Найменування | Специфікація |
| Зовнішня панель стійки «А» | |
| Панель кріплення ущільнювача | |
| Підсилювальна панель стійки «А» | |
| Внутрішня панель стійки «А» | |
| Посилення панелі фартуха |
Зняття
1. Загальні примітки:
- Перед початком ремонту зніміть крило, двері, лобову панель капота, лобове скло та облицювання панелі приладів.
- Зніміть такі елементи: панелі обробки стійки «А», панелі обробки нижньої обв'язки.
- Перемістіть покриття для підлоги та електропроводку в сторону від робочої зони.
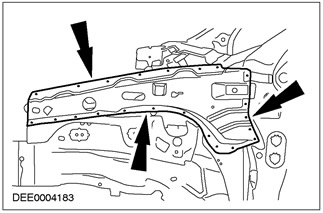
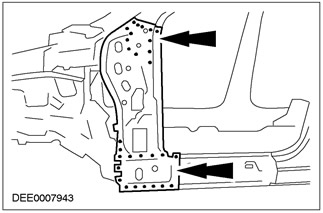
2. Посилення панелі фартуха
- Вифрезеруйте точкові зварні шви.
3. Панель кріплення ущільнювача
- Розріжте.
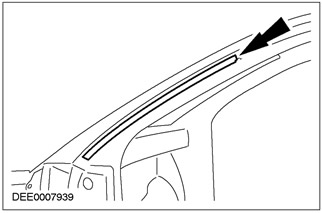
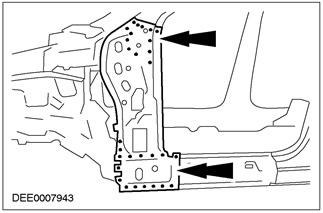
4. Стійка «А»
- Місце різання.

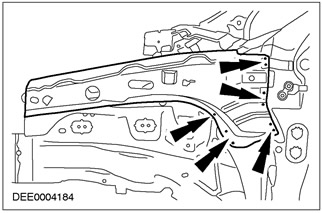
5. Зона з'єднання з лобовою панеллю капота
- Вифрезеруйте на глибину, що дорівнює подвійній товщині панелі, і відігніть виступ вгору.
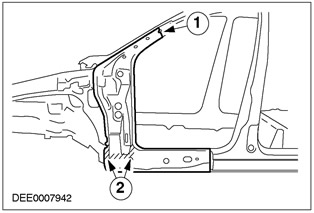
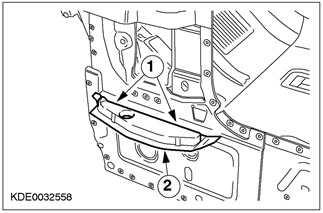
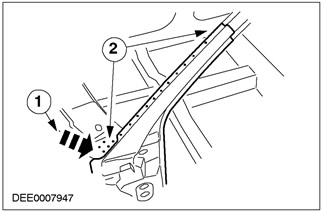
6. Підсилювальна панель стійки «А»
- 1. Місце різання.
- 2. Щоб зняти, нагрійте зону за допомогою пістолета гарячого повітря (зона, заповнена пінопластом).
7. Внутрішня панель стійки «А»
- Вифрезеруйте точкові зварні шви.
Установка
1. Внутрішня панель стійки «А»
- Точковий зварний шов.
2.
ПРИМІТКА: Перед нанесенням герметика підніміть зовнішню панель стійки «А» та виміряйте ширину зазору.
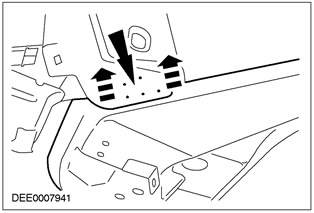
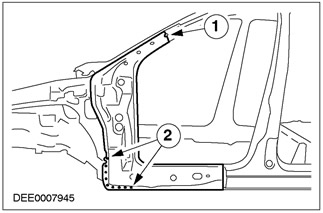
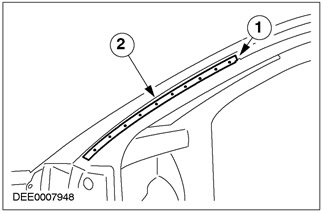
З'єднання стійки «А»/ панелі нижньої обв'язки
- 1. Встановіть несучу пластину елемента NVH.
- 2. Нанесіть герметик по всьому краю несучої пластини відповідно до ширини зазору.
3. Посилення стійки «А»
- 1. Виконайте безперервний зварний шов із брусом даху вздовж обрізаної кромки - за технологією MIG.
- 2. Виконайте пудлінгове зварювання.
4. Стійка «А»
- 1. За обрізаною кромкою приваріть, використовуючи точкове зварювання, підкладну смугу і зваріть за технологією MIG.
- 2. Виконайте пудлінгове зварювання.
- 3. Виконайте безперервне зварювання за технологією MIG.
5. Зовнішня панель стійки "А"
- 1. Зігніть виступ вгору.
- 2. Виконайте пудлінгове зварювання.
6. Панель кріплення ущільнювача
- 1. Виконайте безперервне зварювання за технологією MIG.
- 2. Виконайте пудлінгове зварювання.
7. Посилення панелі фартуха
- Виконайте пудлінгове зварювання.
Коментарі відвідувачів