2. Before honing the cylinders, install the main bearing caps and tighten the bolts to the required torque value.
3. Usually one of two hones is used - a flexible "bottle brush" type or the more well-known one with spring-loaded grinding stones. You will also need a large amount of light or honing oil, a rag, and an electric drill.
Proceed as follows:
a) install the hone in the drill, press the grinding stones and insert it into the hole of the first cylinder (see figure).

Caution: Wear safety glasses or a face shield.
b) generously oil the bore, turn on the drill and move the hone up and down the cylinder in a pattern that hones the sides of the cylinder at an angle. Ideally, the marks should intersect each other at an angle of about 60 degrees (see picture). (Be sure to generously oil the cylinder surface and do not remove more metal than is absolutely necessary for this operation.
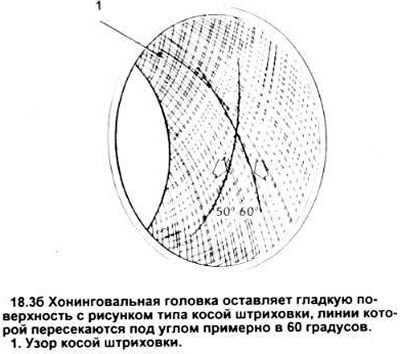
Note: Be sure to read the instructions that come with your new rings - manufacturers may recommend a smaller track intersection angle than 60 degrees.
v) while the hone is on, do not remove it from the cylinder hole. Turn off the drill, continue to move the hone up and down inside the hole until it stops rotating completely, then press the bars and remove it. If you have a "bottle brush" type hone, then after turning off the drill, remove the hone from the hole, slightly turning the chuck in the direction of rotation.
g) remove the oil from the treated cylinder and repeat the procedure with the remaining cylinders.
4. After honing, make small chamfers with a file along the edges of the cylinder bores so that the rings do not pinch them when installing the pistons.
Be careful not to damage the cylinder walls with the end of the file.
5. After honing, the entire block must be re-washed with warm soapy water to remove any metal debris and abrasive.
Note: The holes can be considered clean if you wipe a white cloth soaked in clean oil inside and there are no traces of abrasive or metal chips left on it (in the form of gray spots on the fabric).
Brush through all channels and openings, then rinse them with running water.
6. After washing, dry the block and apply a layer of light anti-corrosion oil to the working surfaces. Wrap the block in a plastic bag (clean) to prevent it from getting dirty.
The original article is available on the website (www.FordBook.ru)