Особливості пристрою
Поршень відлитий під тиском із алюмінієвого сплаву. Дно поршня плоске, з поглибленнями під тарілки клапанів (крім GLA). Так само, як і циліндри, поршні номінального розміру розбиті на чотири групи з інтервалом 0.01 мм. Ці групи розрізняються за маркуванням нанесеного на днище поршня. При ремонті двигуна необхідно виміряти циліндри та поршні, і якщо зазор перевищує 0,15 мм. підібрати поршні до циліндрів, забезпечивши необхідний зазор у поєднанні. По діаметру отвори в бобишках під поршневий палець поршні поділяються на чотири групи через 0,003 мм. Поршневі пальці сталеві, шліфовані, запресовані у верхню головку шатунів і вільно обертаються в бобишках поршнів. Довжина поршневих пальців для двигунів моделей GMA, GPA та GLA: 63,00-63,80 мм; для інших двигунів; 66,20-67,00 мм Діаметр та маркування поршневих пальців - ті ж.
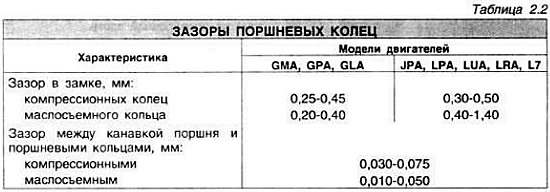
На кожен поршень встановлено три кільця — два компресійні і одне маслознімне. При встановленні маслознімного кільця розводити замки його елементів через 120°. зазор в замку нижнього маслознімного кільця розташовувати під кутом 90°. а верхнього компресійного - під кутом 150°по відношенню до замку маслознімного кільця.
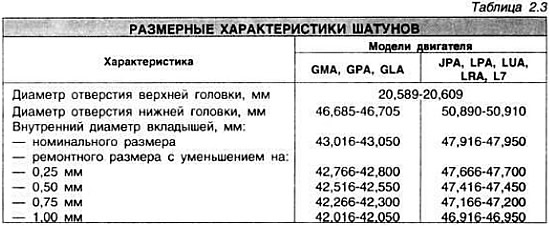
Шатуни - сталеві, ковані, двотаврового перерізу. У верхню голівку шатуна запресована втулка, а в нижню встановлюються при складанні тонкостінних вкладишів.
Розбирання та складання шатунно-поршневої групи
Поршневий палець видаляється за допомогою преса та оправки. Перед складання необхідно перевірити вигин і скручування шатуна на перевірочній плиті.
ПРИМІТКА: При складанні слідкувати за тим, щоб стрілка на поршні була спрямована в той же бік, що і мастильний отвір та мітка «F» на шатуні (рис. 2.34).

Встановити поршень на пристрій (рис. 2.35), стрілкою від пристрою.

Змастити моторним маслом обидва отвори в бобишках поршня під поршневий палець і вставити спрямовуючу оправку пальця в отвір пристосування. Завести поршневий палець у бобишку поршня до її внутрішнього торця. Встановити в пристрій шаблон з міткою «Essex». Нагріти верхню голівку шатуна до температури 260-400°С. Контролювати температуру за допомогою термохромового олівця. Швидко завести шатун у поршень і притиснути його до заплечика напрямної оправки. Запресувати поршневий палець до упору. Дати охолонути зібраному вузлу, перш ніж знімати його з пристрою. Змінити положення поршневого пальця після охолодження шатуна неможливо через значний натяг.
Коментарі відвідувачів