2. Праверце блок візуальна на расколіны, іржу, карозію. Праверце, ці не забітыя разьбы ў разьбовых адтулінах.
3. Праверце ўнутраныя паверхні цыліндраў на ізаляцыі і драпіны.
4. Прамерайце дыяметр кожнага цыліндра ўверсе (адразу пад выступам), у цэнтральнай частцы і ўнізе, паралельна восі коленвала (гл. малюнак).
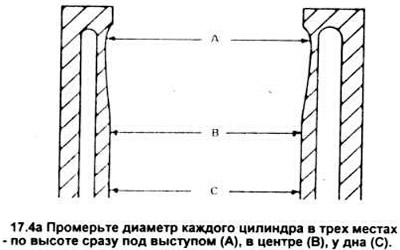


Затым прамерайце дыяметр кожнага цыліндру на гэтых жа трох узроўнях перпендыкулярна восі коленвала. Параўнайце атрыманыя вынікі з дадзенымі спецыфікацыі. Калі сценкі цыліндраў моцна зношаныя, падрапаныя, маюць занадта вялікія адхіленні ад кругласці ці конусападобнасць вышэй дапушчальнай, правядзіце дадатковую расточванне і хонингование адтулін блока. Пасля апрацоўкі запатрабуюцца поршні і кольцы вялікіх памераў.
5. Калі стан цыліндраў нядрэннае, памеры не выходзяць з допускаў і вытрыманы патрабаваны зазор паміж поршнем і цыліндрам, неабходна толькі хонінгаванне.
Каментары наведвальнікаў