Обща информация
Поради разликите в дизайна, ремонтът на пластмасови елементи включва различни методи за ремонт:
- Термопластично изправяне
- Заваряване на пластмаса (PC, PP/EPDM и др.)
- Лепене на пластмаса (всички пластмасови елементи)
- Пластмасово ламиниране (GRP елементи само с полиестерна смола)
При извършване на ремонт характеристиките на пластмасата са от голямо значение. Могат да се разграничат две основни групи:
- Термопласти (пластомери или термопласти)
- Дуропластика (термореактивна пластмаса)
Термопласти (пластомери)
- Топлината кара термопластите да преминат от твърдо състояние в термоеластично състояние и след това в термопластично състояние.
- След охлаждане термопластичните пластмаси се връщат в твърдо състояние.
Дуропластика
Дуропластите са много по-тежки и по-чупливи от термопластмасите.
- При нагряване силата им остава почти непроменена.
- Когато критичната температура бъде превишена, дуропластите се разрушават.
- Охлаждането няма да ги върне в първоначалното им състояние.
Пластмаси, използвани от Ford
| Съкращение | Име |
| ABS. | Акрилонитрил бутадиен стирен (полимер) |
| PA | Полиамид |
| компютър | Поликарбонат |
| PP | Полипропилен |
| PP/EPDM | Полипропилен / Етилен пропилен каучук |
| PC/PBT | Поликарбонат/полибутилен терефталат |
| PBT/PC | Полибутилен терефталат / поликарбонат |
| PUR | Полиуретан |
| GF | Подсилен с фибростъкло |
Идентификация на пластмаси
Ако пластмасата няма маркировка, нейният тип може да се определи с помощта на две различни процедури/техники:
- Визуална проверка
- Механична проверка
Идентифицирането на типа пластмаса е необходимо за извършване на заваряване на пластмаса, за да се определи правилното използване на подходящия заваръчен електрод.
Визуална проверка
Визуалните проверки служат главно за идентифициране на PUR и GRP материали. Термопластичните елементи (напр. брони) често са боядисани и поради това трудно се идентифицират.
Идентификационни характеристики:
- PUR: Ако се образуват пукнатини или подобни повреди, видими пори в пяната.
- GRP: разпознаваема структура от фибростъкло отвътре.
Механична проверка
- Степен на твърдост; колкото по-висок е тонът, толкова по-твърда е пластмасата.
- Еластичност (еластичност); колкото по-приглушен е тонът, толкова по-висока е еластичността на пластмасата.
ЗАБЕЛЕЖКА: Механичните проверки може да идентифицират пластмасовата група, но не и вида на пластмасата.
В съответствие със статистиката на щетите най-често се ремонтират пластмасови брони.
ЗАБЕЛЕЖКА: Ако полиуретанът (пяната) е залепен от вътрешната страна към външната обвивка на бронята, тази PUR пяна не трябва да се отстранява за ремонт. Ако има сериозна повреда, като напукване или разцепване на външната обвивка, не правете никакви ремонти в областта на пяната. Правилото за този случай е: замени елемента.
Външната обвивка на пластмасовите брони се състои главно от термопластични материали. В зависимост от степента на повредата и достъпността могат да се приложат следните ремонтни процедури:
- Термоеластично изправяне
- Лепило
- Заваряване
Термоеластична превръзка
Броните често имат деформации, които се появяват в еластичната зона. Те обикновено са под формата на вдлъбнатини, вдлъбнатини и завои. Много от тези деформации (например в бронята) се отстраняват незабавно или след известно време. Това самовъзстановяване зависи от степента на повредата и температурата. Повечето от деформациите на равнините в еластичната зона се елиминират (формата на елемента се връща към първоначалната си форма) при нагряване със струя горещ въздух (технически пистолет за горещ въздух).
Еластични деформации на равнини
ЗАБЕЛЕЖКА: Необходимото количество топлина зависи от вида на пластмасата. Нагряването не трябва да се извършва извън еластичната зона. Пластичната деформация не може да бъде обърната. Никога не използвайте открит огън!
Вдлъбнатините или вдлъбнатините в равнината трябва да се нагреят равномерно до приблизително 200°C с помощта на технически пистолет за горещ въздух и, ако е възможно, прилагане на топлина последователно от двете страни. Ако не прекалявате с топлината, деформацията ще бъде елиминирана и повърхността на елемента ще се върне в първоначалната си форма.
До известна степен обличането може да се поддържа с помощта на механични инструменти като дръжка на чук, пластмасов клин и др.
Разширени пукнатини и усуквания
Ако има разширени пукнатини или дори усукване в зоната на повреда, възможностите за термоеластично изправяне са ограничени. За този тип повреди най-подходящ е ремонтът чрез залепване.
- За да предотвратите напрежението в материала, отрежете напуканите или усукани участъци (с помощта на ножовка).
- Загрейте вдлъбнатината до приблизително 200°C (равномерно, отвътре и отвън) и преоформете до първоначалната форма с помощта на тясна шпатула или дръжка на чук.
Заваряване на пластмаса
ЗАБЕЛЕЖКА: Не заварявайте пластмаса в областта на пяната.
Пластмасовото заваряване е най-подходящият начин за поправка на пукнатини в пластмасови брони, където задната част на повредената зона не е подходяща за ремонт на залепване. Примери: оребрена секция, кутия, тесни заоблени секции в подсилени зони.
Необходими инструменти и материали
В допълнение към инструментите, налични в сервиза (като скрепери, шлифовъчни машини и т.н.), за заваряване на пластмаса са необходими следните инструменти:
- Технически пистолет за горещ въздух (приблизително 1500 W)
- Заваръчни дюзи
- Различни електроди за заваряване
- Фреза Ø 5,5 мм за заваряване на канали.
- Стъргалка във формата на сърце.
Пистолет за заваряване на пластмаса
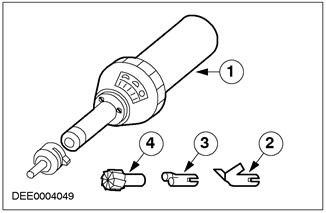
| Поз. | Номер на резервна част | Име |
| 1 | - | Пластмасов пистолет за заваряване |
| 2 | - | Дюза за бързо заваряване |
| 3 | - | Клиновидна дюза (фиксирана дюза) |
| 4 | - | Крайна фреза |
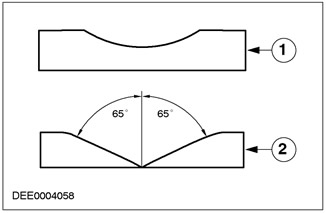
Подготовка на мястото за ремонт (пукнатина)
Подгответе мястото на пукнатината за заваряване на V-образен канал.
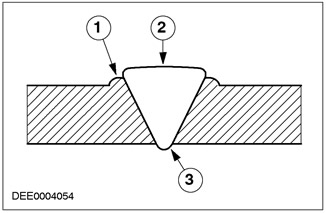
Заваръчен шев с V-образен канал
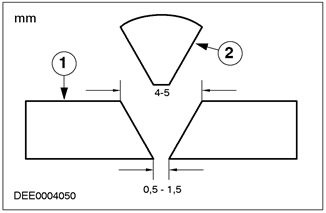
| Поз. | Номер на резервна част | Име |
| 1 | - | Част за ремонт |
| 2 | - | Консуматив за заваряване (дефинирана форма) |
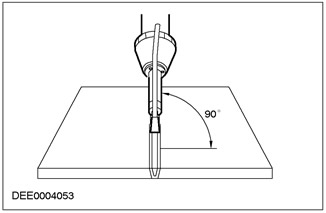
Подготовка на заваръчен шев с V-образен канал:
- Направете жлеб за заваряване с помощта на скрепер (фреза).
- Поддържайте ъгъла на свързване между 60° и 70°.
ЗАБЕЛЕЖКА: Пробийте края на пукнатината (3 mm свредло), за да предотвратите по-нататъшно напукване. Преди да започнете заваряването на място, където подравняването на ръбовете е неравномерно, фиксирайте началото на пукнатината с помощта на клещи.
- Пробийте края на пукнатината.
Подготовка на технически пистолет за горещ въздух и заваръчен електрод
Преобразувайте пистолет за горещ въздух в пистолет за заваряване на пластмаса (удължена дюза и дюза за бързо заваряване).
Регулирайте температурата на заваряване (200°C -700°C) според предписаните стойности.
Температура на заваряване
Температурата на заваряване се определя от два фактора:
- Пластмасов тип
- Дебелина на заваръчния електрод
Стойности за най-важните материали и дебелината на конвенционален заваръчен електрод (5,7 mm x 3,7 mm)
|
Термопластичен |
Температура на заваряване в °C ( предписана стойност) |
Настройка на контролния потенциометър за пистолета за заваряване на пластмаса |
|
|
Клиновидна дюза |
5,7 мм накрайник за бързо заваряване |
||
|
ABS. |
350 |
4.5 |
5.3 |
|
PP |
300 |
3.8 |
4.5 |
|
PP/EPDM |
300 |
3.8 |
4.5 |
|
PBT/PC |
300 |
3.8 |
4.5 |
|
PA |
400 |
5.1 |
5.6 |
|
Компютър |
350 |
4.5 |
5.3 |
|
PC/PBTP |
350 |
4.5 |
5.3 |
- Заварявайте PBT/PC пластмаса, като използвате само PP заваръчен електрод.
- Пластмасата, подсилена със стъклени влакна, не може да се заварява.
- Боядисаните в синьо пластмасови части на Ford Ka не могат да бъдат боядисани и следователно не са подходящи за ремонт на пластмасови части.
Задната страна на пистолета за заваряване на пластмаса
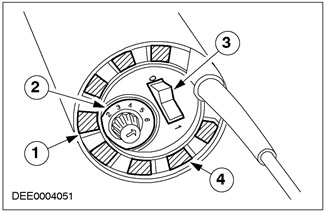
| Поз. | Номер на резервна част | Име |
| 1 | - | Отвор за всмукване на въздух |
| 2 | - | Устройство за контрол на температурата |
| 3 | - | Превключване |
| 4 | - | Превключвател на въздушния поток |
- Тези температурни стойности са температурата на въздуха за пластмасовия пистолет за заваряване. Температурата на материала е много по-ниска.
- Следвайте инструкциите на производителя, когато регулирате температурата.
- Загрейте заваръчното оборудване до желаната температура на заваряване в рамките на 3-4 минути.
- Направете скосяване на заваръчния електрод отпред, за да осигурите постепенно запълване в началото на жлеба (пукнатината).
Заваряването е в ход
При заваряване на пластмаса трябва да се спазват следните изисквания:
- Правилна температура
- Равномерност на скоростта на заваряване
- Еднородност на работното налягане
Поставете скосения заваръчен електрод в нагрятата камера за предварително нагряване на дюзата за бързо заваряване, докато върхът на заваръчния електрод излезе отзад.
Подравняване на позицията на дюзата за бързо заваряване
Обратната страна на дюзата за бързо заваряване трябва да е успоредна на повърхността, която ще се ремонтира в надлъжна посока. Паралелното разположение в надлъжна посока се постига чрез подходящо накланяне на заваръчното оборудване.
Положение на пистолета за заваряване на пластмаса
- Преместете пластмасовия пистолет за заваряване така, че заваръчният електрод да е точно вертикален спрямо жлеба.
- Заваръчната процедура може да започне, когато заваръчният електрод и пластмасата за заваряване са в пластмасово състояние.
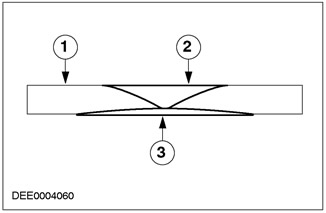
Заварка
| Поз. | Номер на резервна част | Име |
| 1 | - | Заварка |
| 2 | - | Заваръчна армировка |
| 3 | - | Заваръчна основа |
ЗАБЕЛЕЖКА: Оптимална фуга се постига, когато по ръба на заваръчния шев се образува малък и равномерен заваръчен шев. Много е важно да заварите пукнатината. Проверете заваръчния шев от обратната страна и повторете заваряването, ако е необходимо.
Работното налягане по време на заваряване се прилага само върху заваръчния електрод.
Грешки при заваряване
Деформация:
- Зоната за ремонт е прегрята.
- Наличие на напрежение в материала при заваряване на части.
- Пластмасовият елемент е твърде тънък.
Лоша заварка:
- Температурата на заваряване е твърде ниска.
- Скоростта на заваряване е твърде висока.
- Заваряване на различни материали.
Заваръчен шев:
- Жлебът е твърде широк покрай пукнатината
- Температурата на заваряване е твърде висока.
Завършване на заварка
- След охлаждане изпъкналостта на заваръчния шев може да се отстрани с помощта на ъглошлайф и шкурка P80.
- След това повърхностното шлайфане се извършва с помощта на ръчна шлайфмашина и шкурка с песъчинки P120 - P220.
- Почистете обработената ремонтирана повърхност с разтвор за почистване на пластмаса.
- Нанесете тънък слой грунд за пластмаса върху ремонтираната повърхност.
Вратно-постъпателно заваряване на пластмаса
Възвратно-постъпателното заваряване на пластмаса е предпочитаният метод за ремонт на пукнатини в труднодостъпни места.
- При възвратно-постъпателно заваряване заваръчният електрод се движи свободно.
- Подготовката на жлеб по протежение на пукнатина е подобна.
Заваряването е в ход
- Пластмасовият пистолет за заваряване е оборудван само с удължителна дюза.
- Заваръчният електрод и жлебът по дължината на пукнатината стават пластични чрез вертикални възвратно-постъпателни движения.
- Заваръчният електрод в пластмасово състояние се вкарва вертикално в жлеба.
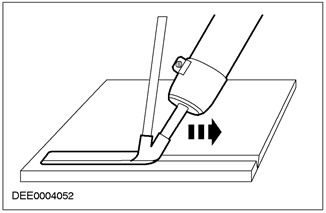
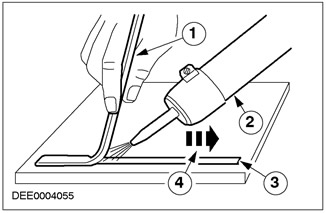
Вратно-постъпателно заваряване
| Поз. | Номер на резервна част | Име |
| 1 | - | Заваръчен електрод |
| 2 | - | Пластмасов пистолет за заваряване |
| 3 | - | Жлеб за заваряване |
| 4 | - | Посока на заваряване |
При извършване на възвратно-постъпателно заваряване трябва да се спазват следните изисквания:
- Равномерно нагряване на заваръчния електрод и заваръчния канал.
- Еднаква скорост на заваряване.
- Вертикално положение и равномерен натиск върху заваръчния електрод.
Всички други ремонтни дейности са описани в гл. "Заваряване на пластмаси – довършителни заварки".
Слепване на пластмаса
Обща информация
Технологията на залепване има някои предимства пред технологията на заваряване:
- В рамките на групата от термопластичен еластомер всички полутвърди аксесоари (като брони, предни решетки и т.н.) могат да бъдат ремонтирани без идентификация.
- За всички термопластични елементи трябва да се използва двукомпонентно лепило на полиуретанова основа.
- За да се осигурят оригиналните механични свойства, каналите (при пукнатини до максимум 100 mm) и счупванията могат да бъдат закрепени с подсилващи ленти.
Необходими инструменти и оборудване
За лепене на термопластични елементи могат да се използват инструменти и оборудване от бояджийския цех. За почистване на пукнатини и драскотини можете да използвате ъглошлайфи и лентови шлайфове. За фино смилане се използват ръчни повърхностни мелници със засмукване. Инфрачервеният нагревател гарантира бързо и ефективно изсушаване.
Ремонтен комплект за пластмасови части
- Разтвор за почистване на пластмаса
- Грунд за пластмаса
- Комплект за ремонт на лепило
- Три двойни патрона
- Три емулсионни епруветки
- Метални армиращи ленти
- Армиращо влакно
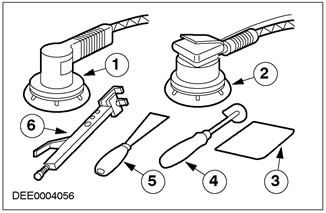
Инструменти и принадлежности
| Поз. | Номер на резервна част | Име |
| 1 | - | Шлайф с променлив ъгъл |
| 2 | - | Ръчен шлайф |
| 3 | - | Пластмасов кит |
| 4 | - | Скрепер |
| 5 | - | Шпатула за боядисване |
| 6 | - | Клещи |
Подготовка на мястото за ремонт (драскотини)
Преди ремонт почистете пластмасовите части от двете страни с почистващ разтвор под високо налягане и след това ги изсушете.
Почистете повърхността, която ще ремонтирате, като използвате почистващ разтвор за пластмаса.
Почистване на драскотина
| Поз. | Номер на резервна част | Име |
| 1 | - | Подготовка на скреч |
| 2 | - | Подготовка на крак |
- Драскотините трябва да се шлайфат внимателно, като се гарантира гладкостта и с помощта на ръчна шлифовъчна машина. Шкурка, зърнистост P80 - P120
- Фино шлайфане с ръчен шлайф: шкурка, зърнистост P120
ЗАБЕЛЕЖКА: Носете защитни ръкавици при почистване. Почистете старателно зоната за ремонт с помощта на пластмасов почистващ препарат и хартиени кърпи.
- Напръскайте пластмасовия грунд равномерно върху зоната за ремонт.
Подготовка на мястото за ремонт (пукнатини)
- Шлайфайте пукнатината отпред, така че да стане плоска, като използвате ъглошлайф или лентов шлайф. Шлифовъчна повърхност с ширина 40-60 mm
- Шлайфайте с ръчна шлифовъчна машина. Шкурка: зърнистост P120.
- Разбийте края на пукнатината (диаметър 3 мм), за да предотвратите по-нататъшно напукване.
- Избършете гърба покрай пукнатината.
- Почистете зоната за ремонт от двете страни с помощта на почистващ препарат за пластмаса и хартиени кърпи.
- Напръскайте пластмасовия грунд равномерно върху зоната за ремонт.
Подготовка за залепване
- Върху почистената и грундирана ремонтирана зона се нанася двукомпонентно лепило с помощта на пистолет.
- Въздействието върху лоста на пистолета принуждава смолата и втвърдителя от двойната касета към прикрепената емулсионна тръба.
Слепване на пукнатини
Дори незначителни вдлъбнатини като пукнатини изискват подготовка. За да се осигури достатъчно грундиране за използване на лепилото, зоната, която ще се ремонтира, също трябва да бъде повърхностно обработена. Той също така предотвратява последващото утаяване на зоната за ремонт.
- След почистване и грундиране, запълнете кухината за надраскване с лепило до излишък.
- По време на процеса на нанасяне краят на емулсионната тръба трябва да се потопи в лепилото, за да се предотврати навлизането на въздух.
- Разнесете и изравнете лепилото с помощта на гъвкава пластмасова шпатула.
- Практикувайте процедурата за втвърдяване на лепилото, като използвате инфрачервен нагревател или сушилня.
Залепване на пукнатина с помощта на армировка
Мястото за ремонт е подсилено, за да се увеличи устойчивостта на усукване в случай на напукване и разкъсване в голяма степен. За целта на задната страна се фиксират подходящи усилващи материали (метални ленти, усилващи влакна).
- Затворете пукнатината от предната страна с PE лист и лента.
- На гърба запълнете жлеба, направен по протежение на пукнатината, с пластмасово лепило.
- Широка лента от подсилващи влакна е фиксирана върху жлеба в лепилната перла.
- Краищата на пукнатината се укрепват чрез закрепване на метална лента, която се закрепва към пластмасовия елемент с помощта на клещи.
- След това изравнете армиращия материал по цялата повърхност.
- Изсушете с помощта на инфрачервен нагревател или сушилня.
- PE листът предотвратява образуването на излишно лепило върху предната страна на пукнатината.
- Отстранете PE листа, след като лепилото изсъхне.
- Намажете лепилото върху ремонта от предната страна.
- Практикувайте процедурата за втвърдяване, като използвате инфрачервен нагревател или сушилня.
- Охладете лепилото до стайна температура, за да предотвратите отлепването на лепилото при шлайфане и да предотвратите износването на шкурка.
Шлифоване
ЗАБЕЛЕЖКА: Ако шлайфате сухо, използвайте аспиратор и маска за прах.
- Отстранете откритото лепило с помощта на ръчна шлифовъчна машина. Шкурка: зърнистост P120 - P220.
- Ръчно прецизиране на изкривени и извити области.
- Използвайте абразивен тампон, за да нагрубите боядисаните повърхности.
- Почистете старателно пластмасовия елемент с помощта на препарат за почистване на пластмаса и хартиени кърпи.
ЗАБЕЛЕЖКА: Изсушете добре пластмасовия грунд (матово покритие).
- Напръскайте зоната за ремонт и шлифованите зони тънко с пластмасов грунд, за да нанесете 2K шпакловка.
Полагане на двукомпонентна шпакловка
За предотвратяване на порьозност по ръбовете и изглаждане на неравностите е препоръчително да се нанесе 2K шпакловка (MS, HS) с еластична добавка.
- След изсъхване охладете 2K шпакловката до стайна температура и шлайфайте с помощта на ръчна шлайф машина и фина шкурка.
- Ръчно (на мокро) регулирайте фино изкривените и извити зони с помощта на фино зърнеста шкурка.
- Проверете релефа на мястото на ремонта и прецизирайте, ако релефът е неравен.
- Извършете оцветяването, като работите според инструкциите на производителя.
Ремонти на GRP
Обща информация
GRP материалът е твърд и чуплив по своите механични свойства. Поради тези механични свойства пукнатините и счупванията често водят до сериозни щети. Стабилността и безопасността на GRP елементите се влошава, ако армировката от стъклени влакна се напука. В случай на сериозна повреда, която засяга дизайна на елемента, такива елементи трябва да бъдат заменени. Незначителните повреди (като протриване, пукнатини до 80 mm, дупки с диаметър до приблизително 60 mm и др.) могат да бъдат поправени в съответствие с техническите стандарти и стандартите за външен вид, при условие че повредата не е локализирана в силно използвани или трудни за използване -достъпни места. За да осигурите отлично качество на ремонта, спазвайте следните точки:
- Стайната температура трябва да е най-малко 15°C и въздухът трябва да е възможно най-сух.
ЗАБЕЛЕЖКА: Пръстови отпечатъци остават върху филма, което възпрепятства правилното свързване.
- Мястото на ремонта трябва да бъде старателно подсушено и почистено.
- Преди ремонт, ремонтираният GRP елемент трябва да се изсуши с помощта на инфрачервен нагревател или сушилня.
- В случай на големи пукнатини и разкъсвания, здравината на външната обвивка може да бъде възстановена чрез използване на подсилващ материал на гърба.
Необходими инструменти и принадлежности
- Ножовка (трион за тяло) за разделяне на пукнатини.
- Аксиален шлайф, ъглошлайф или лентов шлайф за шлайфане на мястото на ремонта.
- Ръчна повърхностна машина за шлайфане и шлайфане на ремонтни повърхности.
- Ръчна шлайфмашина за шлайфане на малки повърхности.
Шлифоване на мястото за ремонт
- Завършете ръба на отвора във V-образна и плоска форма с помощта на ъглошлайф и шкурка P80 - P120.
- Отстранете слоевете шпакловка и боя.
- Ако са се образували пукнатини, те се полират в основата на пукнатината с 3 mm. Това елиминира всеки вътрешен стрес.
- Внимателното, плоско шлайфане е от съществено значение, за да се осигури последващо залепване на ремонтния материал.
ЗАБЕЛЕЖКА: Повърхността трябва да се шлайфа на ръка.
- Шлифоването с ъглошлайф генерира топлина, която причинява промяна в повърхностната структура на смолата. Това води до лоша адхезия.
Компоненти за ремонт на GRP
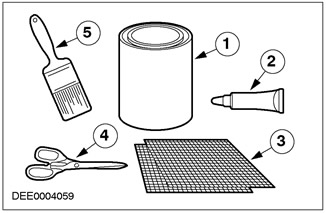
| Поз. | Номер на резервна част | Име |
| 1 | - | Полиестерна смола |
| 2 | - | Втвърдител |
| 3 | - | Изтривалки от фибростъкло |
| 4 | - | Ножици |
| 5 | - | Четка |
Прилагане на полиестерна смола
Полиестерната смола се смесва с втвърдител и с помощта на четка се нанася тънък слой върху чистата ремонтирана зона.
Поставете подложка от фибростъкло
- Изрежете подложката от фибростъкло до необходимия размер и я поставете в полиестерната смола, която ще нанесете.
- Нанесете повече полиестерна смола върху подложката от фибростъкло и добавете втора или трета подложка, ако е необходимо.
ЗАБЕЛЕЖКА: Потопете изцяло фибростъклото в полиестерната смола. В зоната на ремонта не може да има въздух.
- Нанесете полиестерна смола с помощта на четка.
- Оставете полиестерната смола да изсъхне на стайна температура.
- На гърба подсилете големи пукнатини и разкъсвания с подсилващ материал, за да възстановите здравината на външната обвивка.
Нанасяне на шпакловка
- Вдлъбнатините от предната страна са запълнени с полиестерен кит, за да се осигури гладка, равна повърхност.
- Повторете, ако е необходимо.
Нанесете шпакловка
| Поз. | Номер на резервна част | Име |
| 1 | - | GRP елемент за ремонт |
| 2 | - | Полиестерен кит |
| 3 | - | Вложка от фибростъкло |
Окончателно нанасяне на шпакловка
Възстановете повърхностния релеф чрез нанасяне на полиестерен кит.
Шлайфане с ръчен шлайф
- Отстранете открития полиестерен материал с помощта на ръчна шлифовъчна машина. Зърнистост на шкурка P120 - P220.
- Ремонтираната повърхност може да бъде боядисана след шлайфане.
Предпазни мерки
- Полиестерната смола, лепилата, разтворителите и разредителите са запалими и трябва да се пазят от открит пламък или пламъци.
- Операциите по рязане и смилане трябва да се извършват само в помещения, оборудвани с изсмукваща вентилация (смукателна).
- Ако няма помещения със смукателни системи, използвайте само инструменти със смукателни системи.
- Използването на предпазни средства като ръкавици, очила, престилки и респиратори е много важно.
Вижте раздел 501-25A / 501-25B / 501-25C / 501-25D / 501-25E / 501-25F / 501-25G за повече информация. Също така е важно да се спазват всички съответни разпоредби, закони за здравето и безопасността, информационни листове, бележки за безопасност и препоръки за работа с лепила, съдържащи изоцианатен естер, полиестерна смола, разтворители и разредители.
Коментари на посетители